

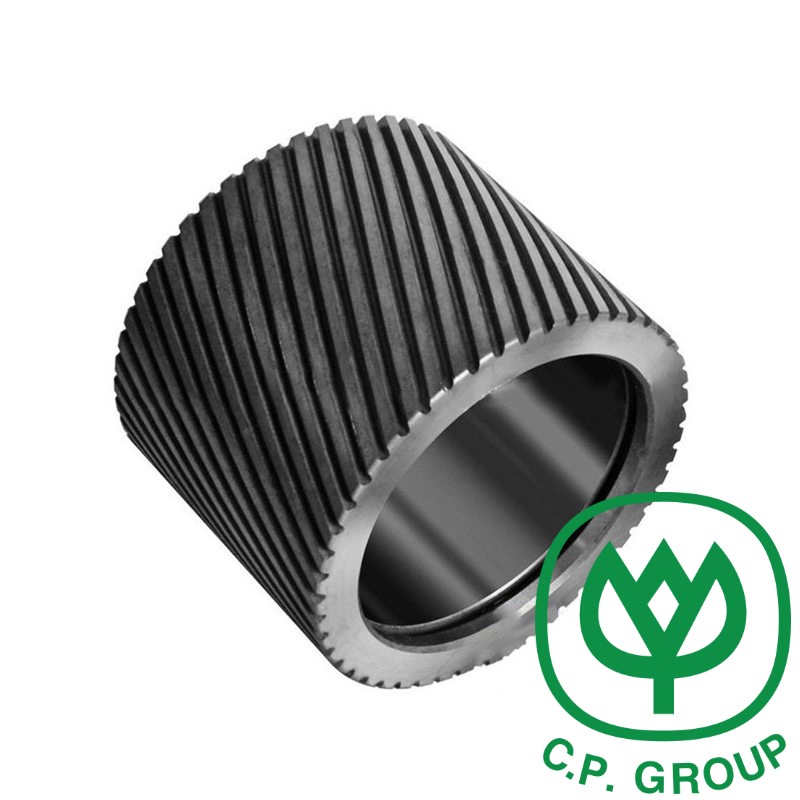
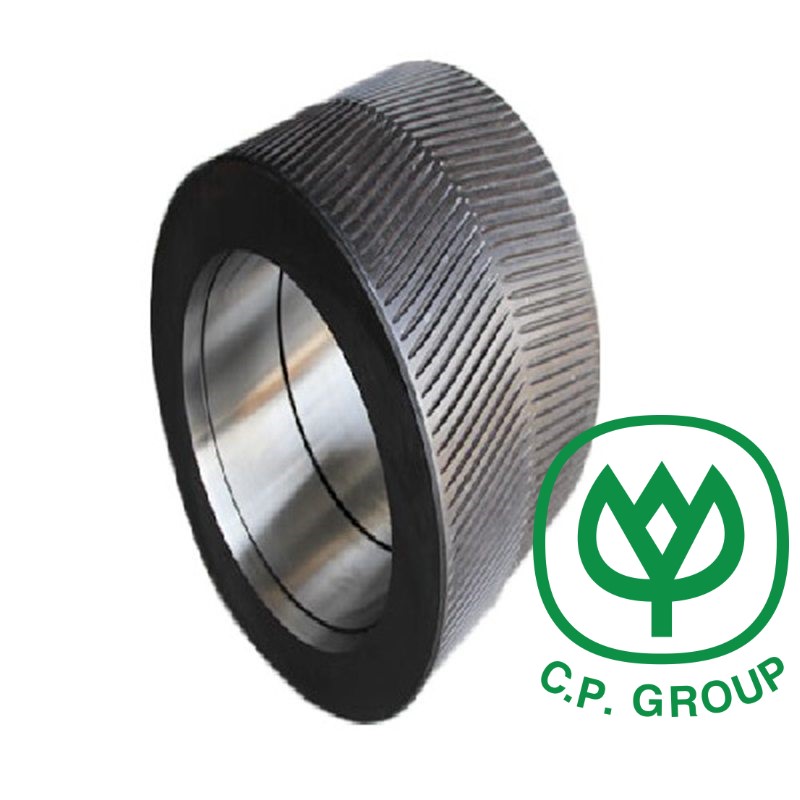
Coquille de rouleau hélicoïdal et coquille à rouleau à poisson
- Shh.zhengyi


D'autres types comme la coque à rouleaux hélicoïdaux, la coquille à rouleaux à poisson peuvent être personnalisées par des dessins.
La coquille à rouleaux est l'une des principales parties de travail de Pellet Mill. Utilisé pour traiter divers passages de biocarburants, aliments pour animaux et autres granulés. En utilisant l'acier en alliage élevé résistant à l'usure (20 mncr5), le traitement thermique carburisant, la dureté uniforme. La durée de vie est longue et il existe différents types de structures telles que la forme de dents en forme, en forme de dent bloquée et en forme de trou. La pièce de rouleau appuyant est en arbre excentrique interne et d'autres pièces avec des dimensions précises, ce qui est pratique pour ajuster la distance entre le rouleau pressé et l'anneau en fonction des exigences de production de l'utilisateur, et il est facile à plier et à installer, et il est facile de remplacer le shell de rouleau pressant.
Précautions:
1. Sélectionnez correctement le rapport de compression de trou de matrice approprié;
2. Ajustez correctement l'écart de travail entre la matrice de l'anneau et le rouleau de pression entre 0,1 et 0,3 mm (le rouleau de pression est entraîné par la matrice de l'anneau après que le nouveau granulateur est activé dans un état «comme rotatif mais non rotatif»);
3. La nouvelle déorage de l'anneau doit être utilisée avec un nouveau rouleau de pression, et le rouleau de pression et l'anneau doivent être lâches avant puis resserrés. Lorsque des coins pointus apparaissent des deux côtés du rouleau de pression, la bride du rouleau de pression doit être lissée avec un broyeur à main dans le temps pour faciliter un bon ajustement entre le rouleau de pression et l'anneau;
4. La matière première doit subir un nettoyage préliminaire et une séparation magnétique avant le granulé pour réduire le fer en appuyant dans le trou de la matrice. Et pour vérifier régulièrement le trou de la matrice pour voir s'il y a un blocage. Fixer ou percer le trou de moule bloqué dans le temps;
5. La déformation plastique du trou du cône de guidage de l'anneau doit être réparée. Lors de la réparation, il convient de noter que la partie la plus basse de la surface intérieure de travail de l'anneau doit être de 2 mm plus haut que le bas de la rainure de sur-trave, et il y a toujours de la place pour régler l'arbre excentrique du rouleau de pression après réparation autrement, le dé fid doit être supprimé;
6. La coquille de rouleau de pression est faite de matériau en alliage résistant à l'usure par traitement de l'or et traitement thermique. La forme de surface dentaire de la coquille de rouleau de pression a une certaine influence sur les performances de granulation.