

1-ci hissə: Quraşdırmadan əvvəl yoxlama
1. Quraşdırmadan əvvəl üzük yoxlama
İş səthinin olub-olmaması.
Yivin geyilməməsi və yivli çuxurun olub-olmaması.
Dia deşik və sıxılma nisbətinin düzgün olmaması
Şəkil 1 və 2-də göstərildiyi kimi halqa və bükülmüş səthdə dişli və ya taxma işarələri olsun.

2. Quraşdırmadan əvvəl roller yoxlaması
Komponentin fırlanmasının normal olub-olmaması
Rulonun kənarının geyilməməsi
Diş formasının tam olub-olmaması
3. Halqa teat vəziyyətini yoxlayın və vaxtında təsirsiz halqa dəyişdirin
4. Sürücü RIM-in montaj səthinin aşınmasını yoxlayın və uğursuz sürücünün rimini vaxtında dəyişdirin
5. materialın qeyri-bərabər yayılmaması üçün kazıyıcı bucağını yoxlayın və tənzimləyin
6. qidalanma konusunun quraşdırılması çuxurunun zədələnməsi və ya olmaması
2-ci hissə: Ring Die Quraşdırma üçün tələblər
1. Bütün qoz-fındıqları və şiddətli bir torkaya simmetrik olaraq bərkidin
-SZ LH SSOX 1 70 (600 model) Bir nümunə olaraq, ringin kilidləmə torku 30 0 N. m, fengshang-sz lh535 x1 90 qranulator holdinq qutusu gövdəsi bağlanmış kimi, torku açan torku 470n.m; Konus üzük öldükdə, üzükün sonu, rəqsin son üzü, Şəkil 4-də göstərildiyi kimi 0,20 mm-də saxlanılmalıdır.


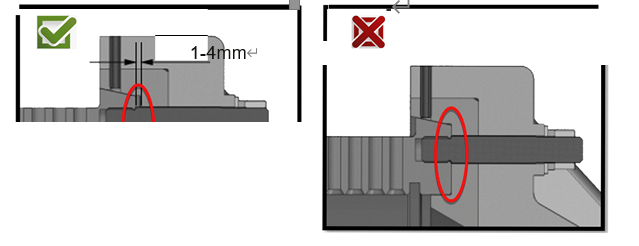
2. Konus üzüyü quraşdırıldıqda, üzükün son üzü arasındakı boşluqlar və sürücünün ucu sükan flanşının son üzü 1-4mm, rəsm əsasında göstərildiyi kimi, sürmə riminin dəyişdirilməlidir, əks halda bərkidilmiş boltlar qırıla bilər və ya üzük qırıla bilər.
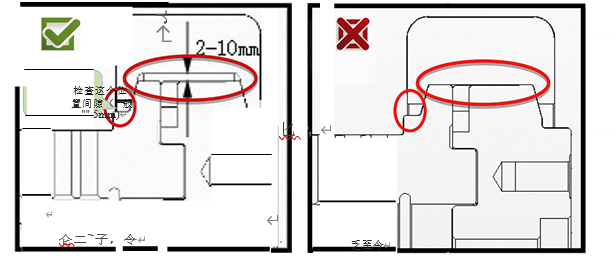
3. Halqa üzüyünü quraşdırmaq, bütün qoz-fındıqları və boltları tələb olunan torkaya görə simmetrik şəkildə bağlayın və kilidləmə prosesi zamanı hər bir holdinq qutusu ilə bərabər olmalarını təmin edin. Holdinq qutusunun daxili alt səthi və üzük holdinq qutusunun daxili səthi arasındakı boşluğu ölçmək üçün bir hiss cihazı istifadə edin (ümumiyyətlə 2-10mm). Şəkil 6-da göstərildiyi kimi, boşluq çox kiçikdirsə və ya boşluq yoxdursa, tutma qutusu dəyişdirilməlidir.
4. Ölmək yuvarlanan boşluq 0,1-0,3 mm arasında olmalıdır və düzəliş vizual yoxlama ilə edilə bilər. Üzük öldükdə, yuvarlananların fırlanan olması daha yaxşıdır. Yeni bir ölü istifadə edildikdə, xüsusən də kiçik bir ölü çuxurdan bir üzük öldükdə, ölmək yuvarlanan yuvarlaqlıq dövrünü başa çatdırmaq və üzük ölməkdə olan kalkenin kalrendləmə hadisəsindən qaçınmaq üçün artdı.
5. Ring Die quraşdırıldıqdan sonra, rulonun kənarından tutduğunu yoxlayın
3-cü hissə: Üzük Die Anbarı və Baxım
1. Üzük ölü quru və təmiz bir yerdə saxlanılmalı və spesifikasiyalarla işarələnməlidir.
2. Uzun müddət istifadə edilməyən üzük üçün, səthi özünə anti-pas yağı ilə örtmək tövsiyə olunur.
3. Üzükün ölmək çuxuru material tərəfindən bağlanıbsa, materialın yumşaldığını və sonra yenidən qiymətləndirmək üçün yağların batması və ya bişirilməsi üsulundan istifadə edin.
4. Üzük ölü 6 aydan çox müddətdə saxlanıldıqda, içəridə olan yağ doldurulmalıdır.
5. Ringin müəyyən bir müddət istifadə edildikdən sonra, Ringin daxili səthindəki yerli çıxıntıların yerini, möhürlənmiş və ya daxil olub olmadığını yoxlayın. Aşırılıq yivi və təmirdən sonra yuvarlanan eksantrik şaft üçün hələ də düzəliş icazəsi var.