

Teil 1: Inspektion vor der Installation
1. Ring -Matrize -Inspektion vor der Installation
Ob die Arbeitsfläche gerade ist.
Ob die Rille abgenutzt ist und ob das Gewindeloch gebrochen ist.
Ob Dia -Loch und Kompressionsverhältnis korrekt
Egal, ob es in Abbildung 1 und 2 Dellen oder Verschleißmarkierungen auf der Reifen- und sich verjüngenden Oberfläche gibt.

2. Rolleninspektion vor der Installation
Ob die Komponentenrotation normal ist
Ob die Rand der Walze getragen wird
Ob die Zahnform vollständig ist
3. Überprüfen Sie den Verschleißzustand des Reifens und ersetzen Sie den ineffektiven Reifen rechtzeitig
V.
5. Überprüfen und passen Sie den Schaberwinkel ein und passen Sie sie ein, um eine ungleichmäßige Ausbreitung des Materials zu vermeiden
6. ob das Installationsloch des Fütterungskegels beschädigt ist oder nicht
Teil 2: Anforderungen für die Installation von Ringstempeln
1. Ziehen Sie alle Muttern und Schrauben symmetrisch an das erforderliche Drehmoment fest
-Sz lh SSOX 1 70 (600 Modell) als Beispiel, das Ring-Stempel-Locking-Drehmoment beträgt 30 0 N. M, Fengshang-SZ LH535 x1 90 Granulator Holding Box Bolt Anspannungsdrehmoment 470n.m), Drehmomentschlüssel wie in Abbildung 3 gezeigt; Wenn der Kegelringstempel installiert ist, sollte die Endfläche des Ring -Würfels innerhalb von 0,20 mm gehalten werden, wie in Abbildung 4 gezeigt.


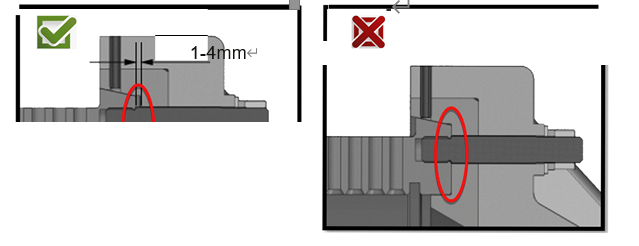
2. Wenn der Kegelring-Würfel installiert ist, beträgt der Abstand zwischen der Endfläche des Ring-Stempels und der Endfläche des Antriebsradflansches 1 bis 4 mm, wie in Abbildung 5 gezeigt, wenn die Freigabe zu klein ist oder dass keine Freigabe vorliegt, muss der Antriebsrand ausgetauscht werden, da die Befestigungsschrauben sonst gebrochen werden können oder der Ringsterden zerbrochen werden kann.
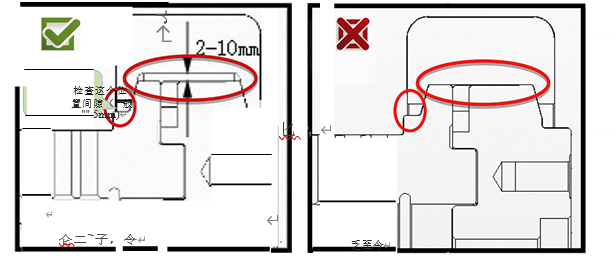
3. Beim Einbau des Hoop -Rings sterben Sie alle Muttern und Schrauben symmetrisch entsprechend dem erforderlichen Drehmoment und stellen Sie sicher, dass die Lücken zwischen den einzelnen Haltekasten während des Verriegelungsvorgangs gleich sind. Verwenden Sie eine Fühlermesser, um den Spalt zwischen der inneren Bodenoberfläche des Haltekastens und der Außenfläche des Ring-Sterbchen-Haltekastens (normalerweise 2-10 mm) zu messen. Wie in Abbildung 6 gezeigt, muss die Haltekasten ersetzt werden, wenn die Lücke zu klein ist oder keine Lücke vorhanden ist.
4. Die Rollspalte sollte zwischen 0,1 und 0,3 mm liegen, und die Einstellung kann durch visuelle Inspektion durchgeführt werden. Wenn sich der Ringstirschen dreht, ist es besser, dass sich das Rollen nicht dreht. Wenn ein neuer Würfel verwendet wird, insbesondere wenn ein Ring-Sterben mit einem kleinen Würfelloch verwendet wird, wird die Rolllücke in der Regel erhöht, um die Einlaufzeit des Würfelrollens zu vervollständigen und das Kalenderphänomen des Ring-Stempelglockenmundes zu vermeiden.
5. Nach der Installation des Ring-Sterbchen
Teil 3: Speicher und Wartung von Ringstempeln
1. Der Ringsterben muss an einem trockenen und sauberen Ort gelagert und mit Spezifikationen gekennzeichnet werden.
2. Für den Ringsterben, der lange Zeit nicht verwendet wird, wird empfohlen, die Oberfläche mit einer Schicht Anti-Rust-Öl zu beschichten.
3. Wenn das Loch des Ring-Würfels durch das Material blockiert wird, verwenden Sie bitte die Methode des Öleintauchens oder das Kochen, um das Material zu erweichen, und dann neu zu steuern.
4. Wenn der Ring -Würfel länger als 6 Monate aufbewahrt wird, muss das Öl im Inneren gefüllt werden.
5. Nachdem der Ringsterben für einen bestimmten Zeitraum verwendet wurde, überprüfen Sie regelmäßig, ob auf der inneren Oberfläche des Ring -Würfels lokale Voraussetzungen vorhanden sind, und prüfen Sie, ob der Anschluss der Würfel -Lochführung gemahlen, versiegelt oder nach innen gedreht ist, wie in Abbildung 8 gezeigt. Overtravel -Rille, und nach der Reparatur gibt es immer noch eine Einstellungszulage für die rollende exzentrische Welle.