Hersteller von Ptn Series Ring -Würfel für Pellet Mill Ersatzteile
- Shh.zhengyi
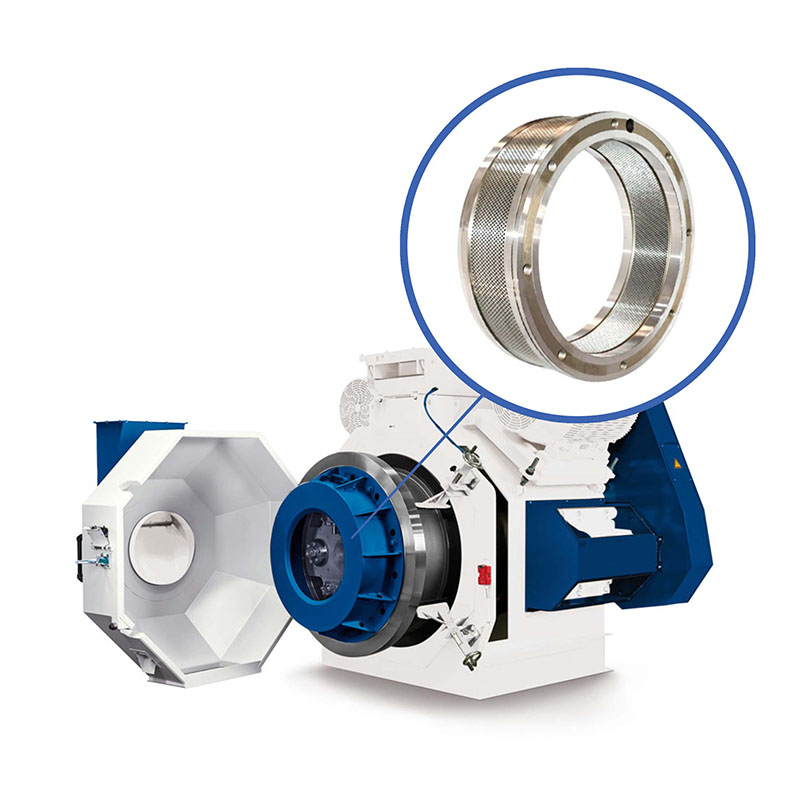
● PTN -Serie Ring -Würfel


Die Ringstiefe von Ptn Pellet Mill Series besteht aus hochwertigem Legierungsstahl oder hohem Edelstahl mit hohem Chromium (Deutscher Standard X46CR13). Es wird durch Schmieden, Schneiden, Bohren, Wärmebehandlung und andere Prozesse verarbeitet. Durch strenger Produktionsmanagement- und Qualitätssystem haben die Härte, die Einheitlichkeit des Lochs und die Oberfläche des Produktionsrings die sehr hohe Qualität erreicht.
Parameter
| S/n | Modell | GrößeOD*id*Gesamtbreite*Pad -Breite -mm | Lochgrößemm |
| 1 | Ptn450 | 560*450*180*106 | 1-12 |
| 2 | PTN580 | 680*580*216*140 | 1-12 |
| 3 | PTN650 | 791*650*245*175 | 1-12 |
Analyse einer abnormalen Situation und empfohlenen Verbesserungen
Vernunftanalyse für kaputte (normalerweise aufgetreten in
kontinuierliches Gießen kleiner Unternehmen)
1. Die durch Antriebsradanpassungsfläche gebrochene Sterbe
2. Durch Tragen und Verformung von Würfelring zerbrochen.
3..
4. Die Eindrückung beeindruckte auf der Oberfläche des Würfels für die Schwächung des Debirierens und lässt dann das Riss sterben.
5. Kleine Öffnung zwischen der Sterbe und der Kompressionsrolle.
6. Durch ein kleines Kompressionsverhältnis zerbrochen, kleiner Durchmesser-Fischfutter stirbt ohne Druckrelief-Entlüftung.
| NEIN. | Aussehen | Gründe | Lösungen |
| 1 | Partikelbiegen mit Rissen |
| |
| 2 | Mit transversalem Riss |
| |
| 3 | Vertikale Risse |
| |
| 4 | Strahlungsrisse | Es gibt große Partikel (ein halbes Oorn- oder ganzer Körner übrig) | Steuern Sie die Feinheit von Rohstoffen, erhöhen Sie die Gleichheit. |
| 5 | Oberfläche Unsicherheit |
| |
| 6. | Whisker wie Pellet | Zu viel Dampf und zu großer Druck, Pellet risst, wenn er den Würfel verließ. | 1. Reduzieren Sie den Dampfdruck, verwenden Sie Dampf mit niedrigem Druck (15-20psi) zur Konditionierung. 2. Überprüfen Sie die Position des reduzierenden Ventils. |