






Plej bona prezo -fabrikanto de fermita dento -rulŝelo
- Shh.zhengyi
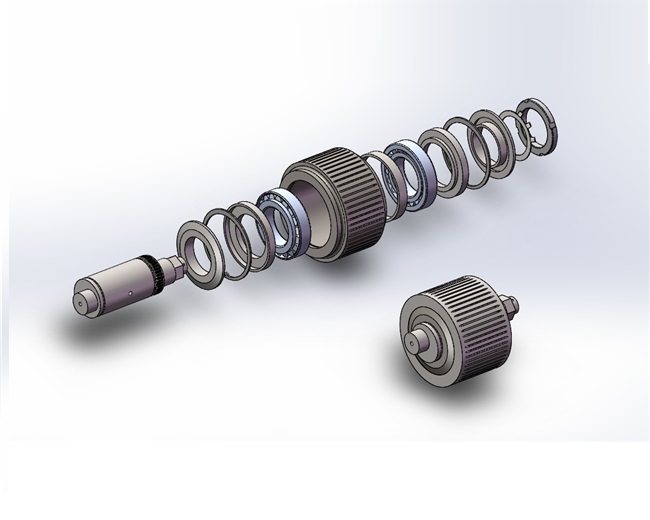


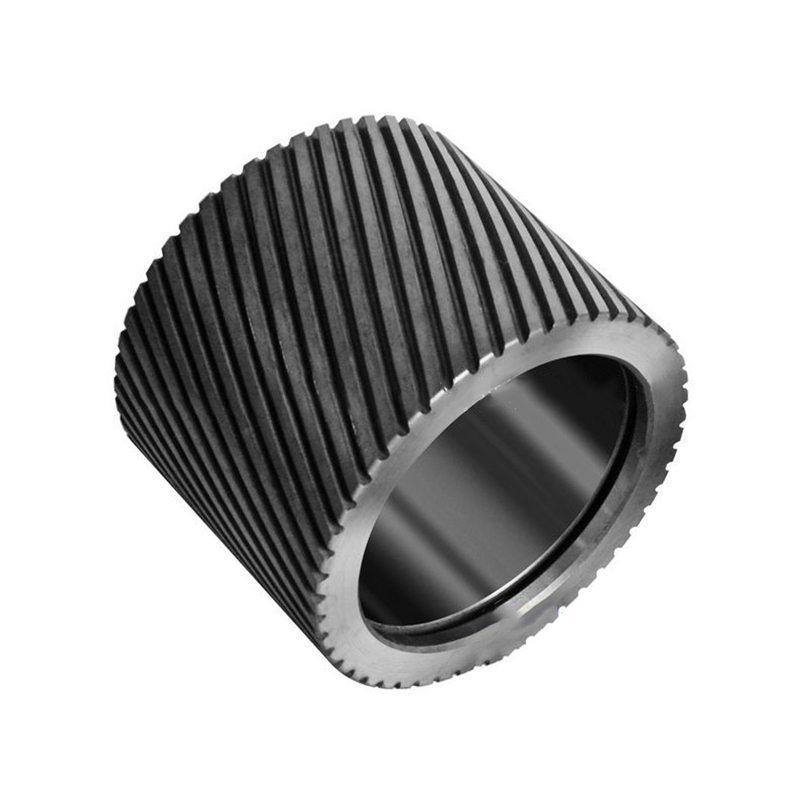
 La rulŝelo estas unu el la ĉefaj laboraj partoj de pelta muelejo. Uzita por prilabori diversajn biofuelajn buletojn, manĝadon de bestoj kaj aliaj buletoj. Uzante altan eluzitan alojan ŝtalon (40CR, 20CRMNTI, GCR15), karburiga varmotraktado, uniforma malmoleco. La serva vivo estas longa, kaj ekzistas diversaj specoj de strukturoj kiel dentformaj, dentformaj, blokitaj kaj truaj. La premanta rulpremila parto estas farita el interna ekscentra ŝafto kaj aliaj partoj kun precizaj dimensioj, kio estas oportune ĝustigi la distancon inter la premanta rulilo kaj la ringo mortas laŭ la produktadaj postuloj de la uzanto, kaj estas facile faldi kaj instali, kaj estas facile anstataŭigi la preman rulan ŝelon.
La rulŝelo estas unu el la ĉefaj laboraj partoj de pelta muelejo. Uzita por prilabori diversajn biofuelajn buletojn, manĝadon de bestoj kaj aliaj buletoj. Uzante altan eluzitan alojan ŝtalon (40CR, 20CRMNTI, GCR15), karburiga varmotraktado, uniforma malmoleco. La serva vivo estas longa, kaj ekzistas diversaj specoj de strukturoj kiel dentformaj, dentformaj, blokitaj kaj truaj. La premanta rulpremila parto estas farita el interna ekscentra ŝafto kaj aliaj partoj kun precizaj dimensioj, kio estas oportune ĝustigi la distancon inter la premanta rulilo kaj la ringo mortas laŭ la produktadaj postuloj de la uzanto, kaj estas facile faldi kaj instali, kaj estas facile anstataŭigi la preman rulan ŝelon.
Antaŭzorgoj
1.Ĝuste elektu la taŭgan mortigan kunpreman rilatumon.
2.Ĝuste ĝustigu la laboran interspacon inter la ringo kaj la prema rulilo por esti inter 0,1 kaj 0,3mm (la prema rulilo estas pelita de la ringo mortas post kiam la nova granulatoro estas ŝaltita en "kiel rotacianta sed ne rotacianta" stato).
3.La nova ringo devas esti uzata kun nova prema rulilo, kaj la prema rulilo kaj la ringo devas esti malfiksaj antaŭe kaj tiam streĉitaj. Kiam akraj anguloj aperas ambaŭflanke de la prema rulilo, la flano de la prema rulilo devas esti mildigita per mana muelilo ĝustatempe por faciligi bonan taŭgecon inter la prema rulilo kaj la ringo.
4.La kruda materialo devas suferi antaŭparolan purigadon kaj magnetan apartigon antaŭ la pelletizilo por redukti feron premantan en la dian truon. Kaj kontroli la mortan truon regule por vidi ĉu ekzistas iu blokado. Piku aŭ elŝutu la blokitan muldilon en la tempo.
5.Plasta deformado de la gvida konusa truo de la ringo mortas. Kiam oni riparas, oni devas rimarki, ke la plej malalta parto de la laboranta interna surfaco de la ringo devas esti 2mm pli alta ol la fundo de la troa fendo, kaj estas ankoraŭ loko por ĝustigi la ekscentran ŝafton de la prema rulilo post riparo alie, la ringo mortas.
6.La prema rulŝelo estas farita el eluziĝa alojo-materialo per ora prilaborado kaj varmotraktado. La denta surfacformo de la prema rulŝelo havas certan influon sur la granulada agado.
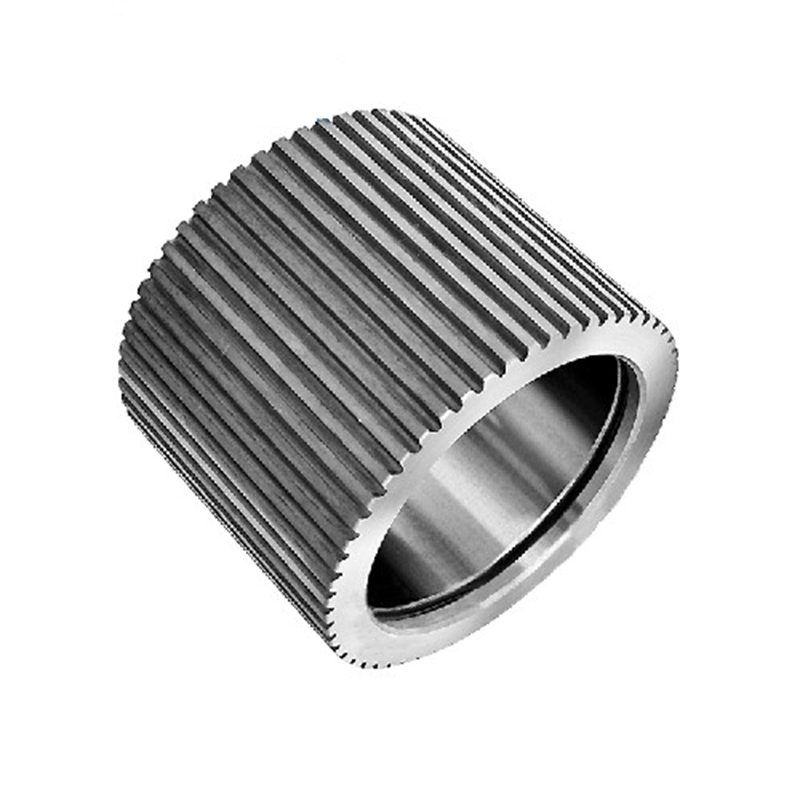
Ofte uzata rulŝelo dento -profilo: dento -profilo tra tipo, dento -profilo ne tra tipo, truo -tipo.
1.Enirpermesiloj kaj dentaj fendaj ruliloj estas uzataj ĉefe por peletigi brutojn kaj birdojn. La avantaĝo de enirpermesiloj estas, ke la ringo mortas uniforme, sed la bobena agado estas malbona.
2.La denta fendo -forma prema rulilo havas bonan bobenan materialon kaj estas ofte uzata en nutraj fabrikoj, sed la eluziĝo de la ringo ne estas unuforma. La dento -fenda forma prema rulilo kun sigela rando taŭgas ĉefe por la pelletigi akvajn materialojn. Glitu ambaŭflanke.