Fabricante de PTN Serie Ring Die para repuestos de molino de pellets
- Shh.zhengyi
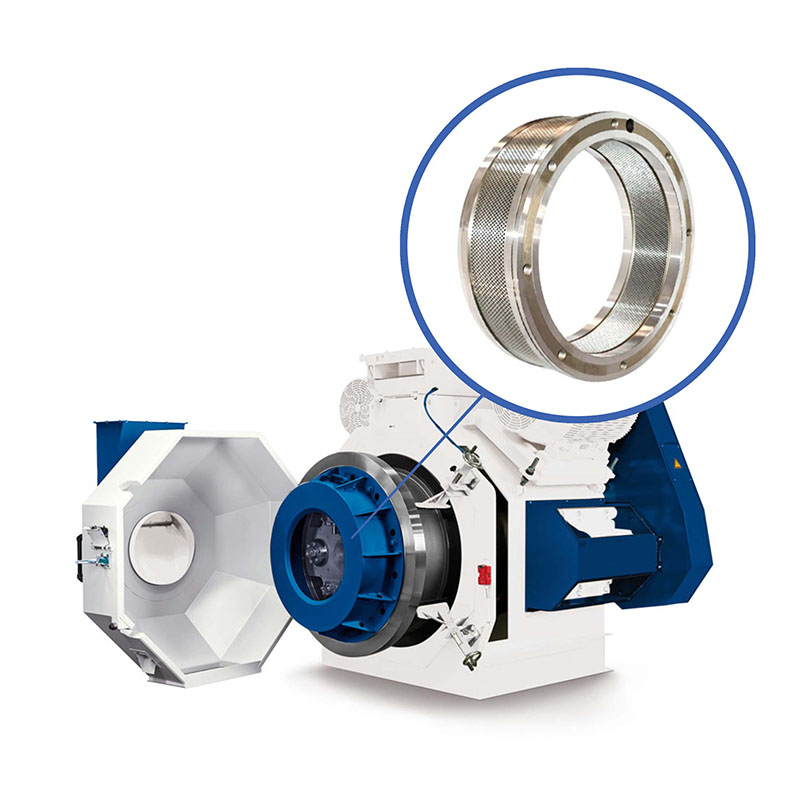
● Die de anillo de la serie PTN


El anillo de la serie PTN Pellet Mill está hecho de acero de aleación de alta calidad o acero inoxidable de alto cromo (estándar alemán X46CR13). Se procesa mediante forjando, cortando, perforaciones, tratamiento térmico y otros procesos. A través del estricto sistema de gestión de producción y calidad, la dureza, la uniformidad del agujero de la matriz y el acabado del agujero del matrimonio del anillo de producción han alcanzado muy alta calidad.
Parámetro
| S/n | Modelo | TamañoOD*ID*Ancho general*Ancho de almohadilla -mm | Tamaño del orificiomm |
| 1 | PTN450 | 560*450*180*106 | 1-12 |
| 2 | PTN580 | 680*580*216*140 | 1-12 |
| 3 | PTN650 | 791*650*245*175 | 1-12 |
Análisis de situación anormal y mejoras recomendadas
Análisis de la razón para roto (normalmente ocurrió en
Casting continuo de pequeñas empresas)
1. Die roto por la superficie de coincidencia de la rueda de transmisión
2. Die roto por el uso y la deformación del anillo de forro de die.
3. Die roto por la clave de conducir.
4. EMBARDA IMPRESIÓN EN LA SUPERICIÓN DE LA MARIA PARA EL EFECTO DE ASERCIDAD DEL ASIGNO DE LA IRRENACIÓN, y luego causa que el troquel se agriete.
5. Pequeña abertura entre el dado y el rodillo de compresión.
6. Die roto por una pequeña relación de compresión, diámetro pequeño, alimentación de pescado, muere sin ventilación de alivio de presión.
| No. | Apariencia | Razones | Soluciones |
| 1 | Curvas de partículas, con grietas |
| |
| 2 | Con crack transversal |
| |
| 3 | Grietas verticales |
| |
| 4 | Grietas radiativas | Existen partículas grandes (la mitad de un oorn o los callos enteros quedan) | Controle la finura de las materias primas, aumente la uniformidad de la molienda. |
| 5 | Desigualidad de la superficie |
| |
| 6. | Bigote como pellet | Demasiado vapor y presión demasiado grande, grietas de pellets cuando dejan el dado. | 1. Reduzca la presión de vapor, use vapor de baja presión (15-20psi) para acondicionamiento. 2. Verifique la posición de la válvula reductora. |