Fabricante de anel de serie PTN Die para Pellet Mill Pezas
- Shh.zhengyi
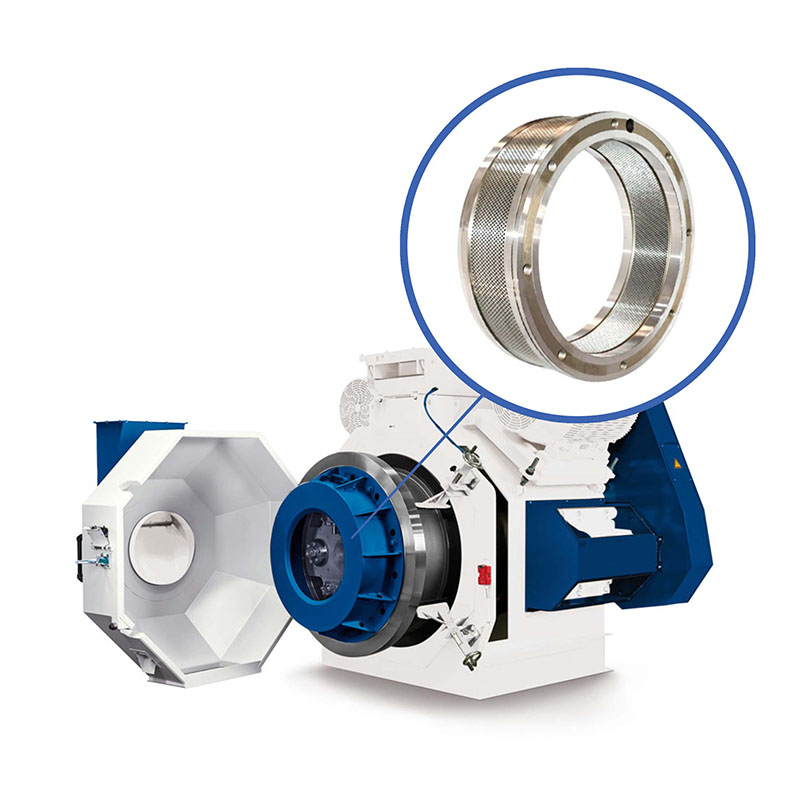
● PTN Series Ring Die


O anel de serie PTN Pellet Mill Series está feito de aceiro de aliaxe de alta calidade ou aceiro inoxidable de alto cromo (estándar alemán x46cr13). Procesado forxando, cortando, perforación, tratamento térmico e outros procesos. A través dun sistema estrito de xestión de produción e un sistema de calidade, a dureza, a uniformidade do burato e o acabado do buraco do anel de produción, alcanzaron unha calidade moi alta.
Parámetro
| S/n | Modelo | TamañoOd*id*ancho xeral*ancho de almofada -mm | Tamaño do buratomm |
| 1 | PTN450 | 560*450*180*106 | 1-12 |
| 2 | PTN580 | 680*580*216*140 | 1-12 |
| 3 | PTN650 | 791*650*245*175 | 1-12 |
Análise da situación anormal e melloras recomendadas
A análise da razón para a rota (normalmente ocorreu en
Castecemento continuo de pequenas empresas)
1. Die roto pola superficie de correspondencia das rodas de unidade
2. Die roto por desgaste e deformación do anel de forro.
3. Die roto por Waring of Driving Key.
4. A sangría impresionada na superficie da matriz polo debilitante efecto do dispositivo de arruinamento e, a continuación, fai que a matriz se craque.
5. Pequena abertura entre a matriz e o rolo de compresión.
6. Die roto por pequena relación de compresión, alimentación de peixe de pequeno diámetro morre sen ventilación de alivio.
| Nº | Aparición | Razóns | Solucións |
| 1 | Curvas de partículas, con fisuras |
| |
| 2 | Con crack transversal |
| |
| 3 | Fendas verticais |
| |
| 4 | Fendas radiativas | Existen partículas grandes (a metade dun ouns ou millo enteiro á esquerda) | Controla a finura das materias primas, aumenta a uniformidade de moenda. |
| 5 | Desnivel superficial |
| |
| 6. | Bigote como pellet | Demasiado vapor e presión demasiado grande, racha a pellet cando se deixa a matriz. | 1. Reducir a presión de vapor, usar vapor de baixa presión (15-20PSI) para o acondicionamento. 2. Comprobe a posición da válvula de redución. |