

કણ કઠિનતા એ ગુણવત્તા સૂચકાંકોમાંનું એક છે કે દરેક ફીડ કંપની ખૂબ ધ્યાન આપે છે. પશુધન અને મરઘાંના ફીડ્સમાં, ઉચ્ચ કઠિનતા નબળી સ્વાદિષ્ટતા પેદા કરશે, ફીડનું સેવન ઘટાડશે, અને પિગને વળાંકમાં મૌખિક અલ્સરનું કારણ પણ બનાવશે. જો કે, જો કઠિનતા ઓછી હોય, તો પાવડર સામગ્રીમાં ઘટાડો થશે. વધારો, ખાસ કરીને પેલેટ સામગ્રીની ઓછી કઠિનતા પણ ફીડ વર્ગીકરણ જેવા બિનતરફેણકારી ગુણવત્તાના પરિબળોનું કારણ બનશે. તેથી, સાહસોએ ખાતરી કરવી આવશ્યક છે કે ફીડની કઠિનતા ગુણવત્તાના ધોરણોને પૂર્ણ કરે છે. ફીડ ફોર્મ્યુલાને સમાયોજિત કરવા ઉપરાંત, તેઓ ઉત્પાદન અને પ્રક્રિયા પ્રક્રિયાના વિવિધ તબક્કાઓ પર પણ ધ્યાન કેન્દ્રિત કરે છે, જે પેલેટ ફીડની કઠિનતા પર પણ મહત્વપૂર્ણ અસર કરશે.
1) ગ્રાઇન્ડીંગ પ્રક્રિયામાં કણોની કઠિનતામાં નિર્ણાયક ભૂમિકા ભજવનાર પરિબળ એ કાચા માલના ગ્રાઇન્ડીંગ કણોનું કદ છે. સામાન્ય રીતે કહીએ તો, કાચા માલના ગ્રાઇન્ડીંગ કણોનું કદ વધુ, કન્ડીશનીંગ પ્રક્રિયા દરમિયાન સ્ટાર્ચને જિલેટીનાઇઝ કરવું અને ગોળીઓમાં બંધન અસરને વધુ મજબૂત બનાવવાનું સરળ છે. ઓછી સરળતાથી તૂટી ગઈ, વધુ કઠિનતા. તેથી, વાસ્તવિક ઉત્પાદનમાં, ક્રશિંગ કણોના કદને વિવિધ પ્રાણીઓના ઉત્પાદન પ્રદર્શન અને રીંગ ડાઇ છિદ્રના કદ અનુસાર યોગ્ય રીતે ગોઠવવાની જરૂર છે.

2) કાચા માલની પફિંગ સારવાર દ્વારા, કાચા માલના ઝેરને દૂર કરી શકાય છે, બેક્ટેરિયાને મારી શકાય છે, હાનિકારક પદાર્થોને દૂર કરી શકાય છે, કાચા માલના પ્રોટીનને ડિબ્યુર કરી શકાય છે, અને સ્ટાર્ચને સંપૂર્ણ રીતે જિલેટીનાઇઝ કરી શકાય છે. હાલમાં, પફ્ડ કાચા માલનો ઉપયોગ મુખ્યત્વે ઉચ્ચ-ગ્રેડ સકલિંગ પિગ ફીડ અને વિશેષ જળચર ઉત્પાદન ફીડના ઉત્પાદનમાં થાય છે. વિશેષ જળચર ઉત્પાદનો માટે, કાચા માલની પફ્ડ થયા પછી, સ્ટાર્ચ જિલેટીનાઇઝેશનની ડિગ્રી વધે છે અને રચાયેલા કણોની કઠિનતા પણ વધે છે, જે પાણીમાં કણોની સ્થિરતામાં સુધારો કરવા માટે ફાયદાકારક છે. ડુક્કર ફીડને વળગી રહેવા માટે, કણોને ક્રિસ્પી હોવું જરૂરી છે અને ખૂબ સખત નહીં, જે પિગને ચૂસીને ફાયદાકારક છે. જો કે, પફ્ડ સકલિંગ ડુક્કર ગોળીઓમાં સ્ટાર્ચ જિલેટીનાઇઝેશનની degree ંચી ડિગ્રીને કારણે, ફીડ ગોળીઓની કઠિનતા પણ પ્રમાણમાં મોટી છે.
)) કાચા માલનું મિશ્રણ વિવિધ કણોના કદના ઘટકોની એકરૂપતામાં સુધારો કરી શકે છે, જે કણોની કઠિનતાને મૂળભૂત રીતે સુસંગત રાખવા અને ઉત્પાદનની ગુણવત્તામાં સુધારો કરવા માટે ફાયદાકારક છે. હાર્ડ પેલેટ ફીડના ઉત્પાદનમાં, મિક્સરમાં 1% થી 2% ભેજ ઉમેરવાથી પેલેટ ફીડની સ્થિરતા અને કઠિનતામાં સુધારો કરવામાં મદદ મળશે. જો કે, ગોળીઓના સૂકવણી અને ઠંડક પર ભેજમાં થયેલા વધારાના નકારાત્મક પ્રભાવોને ધ્યાનમાં લેવું પણ જરૂરી છે. તે ઉત્પાદન સંગ્રહ માટે પણ અનુકૂળ નથી. ભીના પેલેટ ફીડના ઉત્પાદનમાં, પાવડરમાં 20% થી 30% ભેજ ઉમેરી શકાય છે. કન્ડીશનીંગ પ્રક્રિયા દરમિયાન મિશ્રણ પ્રક્રિયા દરમિયાન લગભગ 10% ભેજ ઉમેરવાનું સરળ છે. ઉચ્ચ-ભેજવાળી સામગ્રીમાંથી બનેલી ગોળીઓમાં ઓછી કઠિનતા, નરમાઈ અને સારી સ્વાદિષ્ટતા હોય છે. મોટા પાયે સંવર્ધન સાહસો આ ભીના પેલેટ ફીડનો ઉપયોગ કરી શકે છે. ભીની ગોળીઓ સામાન્ય રીતે સંગ્રહિત કરવી સરળ નથી અને સામાન્ય રીતે ઉત્પાદન પછી તરત જ ખવડાવવાની જરૂર પડે છે. મિશ્રણ પ્રક્રિયા દરમિયાન તેલ ઉમેરવું એ ફીડ પ્રોડક્શન વર્કશોપમાં સામાન્ય રીતે ઉપયોગમાં લેવામાં આવતી તેલ ઉમેરવાની પ્રક્રિયા છે. 1% થી 2% ગ્રીસ ઉમેરવાથી કણોની કઠિનતા ઘટાડવા પર થોડી અસર પડે છે, જ્યારે 3% થી 4% ગ્રીસ ઉમેરવાથી કણોની કઠિનતાને નોંધપાત્ર રીતે ઘટાડી શકાય છે.

)) સ્ટીમ કન્ડીશનીંગ એ પેલેટ ફીડ પ્રોસેસિંગમાં એક મુખ્ય પ્રક્રિયા છે, અને કન્ડીશનીંગ અસર સીધા જ ગોળીઓની આંતરિક રચના અને દેખાવની ગુણવત્તાને અસર કરે છે. વરાળની ગુણવત્તા અને કન્ડીશનીંગ સમય એ બે મહત્વપૂર્ણ પરિબળો છે જે કન્ડીશનીંગ અસરને અસર કરે છે. ઉચ્ચ-ગુણવત્તાવાળી શુષ્ક અને સંતૃપ્ત વરાળ સામગ્રીનું તાપમાન વધારવા અને સ્ટાર્ચને જિલેટીનાઇઝ કરવા માટે વધુ ગરમી પ્રદાન કરી શકે છે. કન્ડીશનીંગ સમય જેટલો લાંબો છે, સ્ટાર્ચ જિલેટીનાઇઝેશનની ડિગ્રી .ંચી. મૂલ્ય જેટલું .ંચું છે, રચના કર્યા પછી કણનું માળખું, વધુ સારી સ્થિરતા અને વધુ કઠિનતા. ફિશ ફીડ માટે, ડબલ-લેયર અથવા મલ્ટિ-લેયર જેકેટ્સ સામાન્ય રીતે કન્ડિશનિંગ માટે કન્ડિશનિંગ તાપમાન વધારવા અને કન્ડીશનીંગ સમય વધારવા માટે વપરાય છે. તે પાણીમાં માછલી ફીડ કણોની સ્થિરતામાં સુધારો કરવા માટે વધુ અનુકૂળ છે, અને કણોની કઠિનતા પણ તે મુજબ વધે છે.

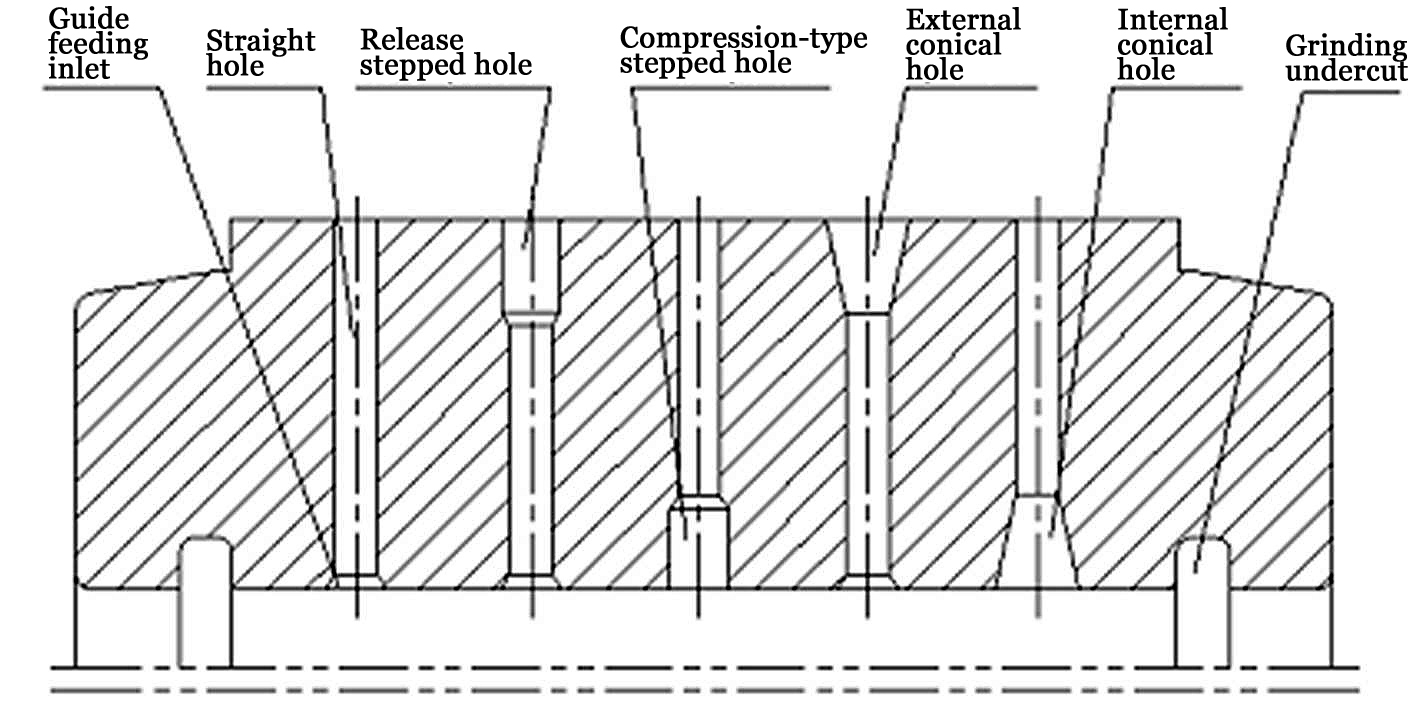
)) દાણાદાર પ્રક્રિયા દરમિયાન, રીંગ ડાઇના છિદ્ર અને કમ્પ્રેશન રેશિયો જેવા તકનીકી પરિમાણો પણ કણોની કઠિનતાને અસર કરશે. સમાન છિદ્ર સાથે રિંગ મોલ્ડ દ્વારા રચાયેલા કણોની કઠિનતા, પરંતુ વિવિધ કમ્પ્રેશન રેશિયો કમ્પ્રેશન રેશિયોના વધારા સાથે નોંધપાત્ર વધારો કરશે. . યોગ્ય કમ્પ્રેશન રેશિયો સાથે રીંગ ડાઇ પસંદ કરવાથી યોગ્ય કઠિનતાવાળા કણો ઉત્પન્ન થઈ શકે છે. તે જ સમયે, કણોની લંબાઈ પણ કણોની દબાણ-બેરિંગ ક્ષમતા પર નોંધપાત્ર અસર કરે છે. સમાન વ્યાસના કણો માટે, જો કણોમાં કોઈ ખામી ન હોય, તો કણોની લંબાઈ જેટલી લાંબી હોય છે, વધુ માપેલી કઠિનતા. તેથી, યોગ્ય કણોની લંબાઈ જાળવવા માટે કટરની સ્થિતિને સમાયોજિત કરવાથી મૂળભૂત રીતે સુસંગત કણોની કઠિનતા રાખી શકાય છે. કણોનો વ્યાસ અને ક્રોસ-વિભાગીય આકાર પણ કણોની કઠિનતા પર ચોક્કસ અસર કરે છે. આ ઉપરાંત, રીંગ ડાઇની સામગ્રીની દેખાવની ગુણવત્તા અને ગોળીઓની કઠિનતા પર પણ ચોક્કસ અસર પડે છે. સામાન્ય સ્ટીલ રિંગ મૃત્યુ પામે છે અને સ્ટેઈનલેસ સ્ટીલ રિંગ મૃત્યુ પામેલા પેલેટ ફીડ વચ્ચે સ્પષ્ટ તફાવત છે.
ફીડ પ્રોડક્ટ્સના સ્ટોરેજ સમયને વિસ્તૃત કરવા અને ચોક્કસ સમયગાળામાં ઉત્પાદનની ગુણવત્તાની ખાતરી કરવા માટે, ફીડ કણોની જરૂરી સૂકવણી અને ઠંડક પ્રક્રિયા જરૂરી છે.
