A PTN sorozatgyűrű gyártója Pellet Mill pótalkatrészekhez
- Shh.zhengyi
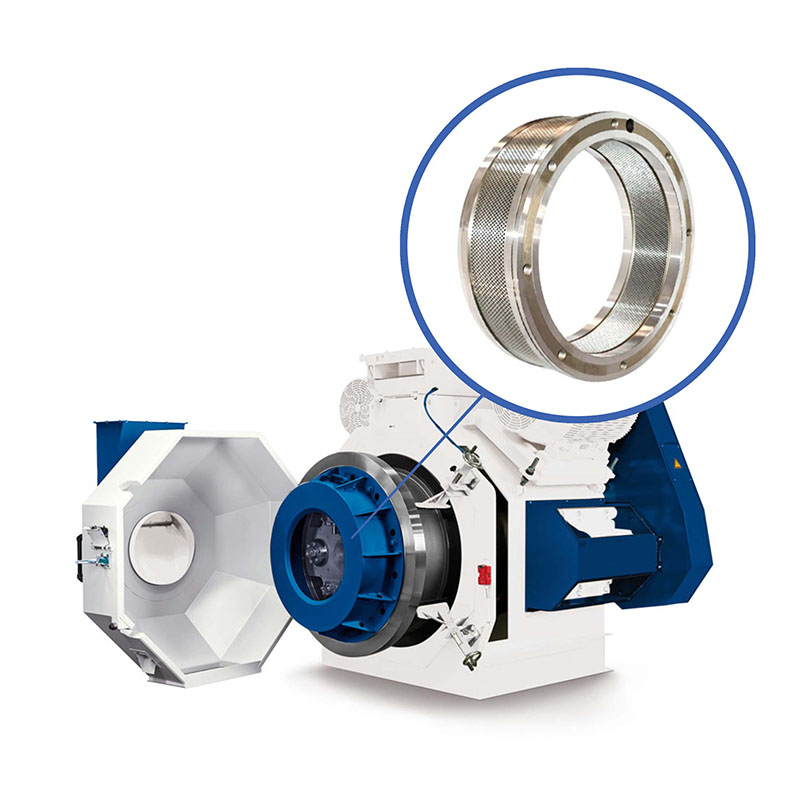
● PTN sorozatgyűrű meghal


A PTN Pellet Mill sorozat Gyűrűs szerszám kiváló minőségű ötvözött acélból vagy nagy krómos rozsdamentes acélból készül (német standard x46cr13). A kovácsolással, vágással, fúrással, hőkezeléssel és egyéb folyamatokkal dolgozzák fel. A szigorú termelési menedzsment és a minőségi rendszer révén a keménység, a szerszám lyukassága és a termelési gyűrű die -lyukának kitűnője nagyon magas színvonalú volt.
Paraméter
| S/n | Modell | MéretOd*id*teljes szélesség*pad szélessége -mm | Lyukméretmm |
| 1 | PTN450 | 560*450*180*106 | 1-12 |
| 2 | PTN580 | 680*580*216*140 | 1-12 |
| 3 | PTN650 | 791*650*245*175 | 1-12 |
A rendellenes helyzet és az ajánlott fejlesztések elemzése
A törött ok -elemzése (általában a következőkben történt
A kisvállalkozások folyamatos öntése)
1.
2. Meghalt a szerszámgyűrű viselésével és deformációjával törve.
3. Meghalt a vezetési kulcs melegítésével.
4. A behúzás lenyűgözte a szerszám felületét a szennyező eszköz gyengítő hatása érdekében, majd a DIE repedését okozza.
5. Kis nyílás a szerszám és a kompressziós henger között.
6.
| Nem. | Megjelenés | Okok | Oldatok |
| 1 | Részecske hajlítás, repedésekkel |
| |
| 2 | Transzverzális repedéssel |
| |
| 3 | Függőleges repedések |
| |
| 4 | Sugárzó repedések | Nagy részecskék léteznek (fél oorn vagy egész kukorica maradt) | Ellenőrizze a nyersanyagok finomságát, növelje az őrlési egyenletességet. |
| 5 | Felszíni egyenetlenség |
| |
| 6. | Pofaszakáll, mint a pellet | Túl sok gőz és túl nagy nyomás, pellet repedések, ha elhagyják a szerszámot. | 1. Csökkentse a gőznyomást, használjon alacsony nyomású gőzt (15-20psi) a kondicionáláshoz. 2. Ellenőrizze a redukáló szelep helyzetét. |