

Parte 1: ispezione prima dell'installazione
1. Ispezione da dado ad anello prima dell'installazione
Se la superficie di lavoro è pari.
Se la scanalatura è usurata e se il foro filettato è rotto.
Sia che diao diame e compressione corretta
Se ci sono segni di ammaccatura o usura sul cerchio e sulla superficie affusolata, come mostrato nella Figura 1 e 2.

2. Ispezione a rulli prima dell'installazione
Se la rotazione dei componenti è normale
Se il bordo del rullo è indossato
Se la forma del dente è completa
3. Controllare le condizioni di usura del telaio e sostituire il cerchio inefficace in tempo
4. Controllare l'usura della superficie di montaggio del bordo dell'unità e sostituire il bordo di azionamento guasto in tempo
5. Controllare e regolare l'angolo del raschietto per evitare diffusione irregolare del materiale
6. Se il foro di installazione del cono di alimentazione è danneggiato o meno
Parte 2: Requisiti per l'installazione
1. Stringere tutti i dadi e i bulloni simmetricamente alla coppia richiesta
-SZ LH SSOX 1 70 (modello 600) Ad esempio, la coppia di bloccaggio dell'anello è 30 0 N. M, Fengshang-SZ LH535 X1 90 granulatore di mantenimento del bullone della scatola Coppia di serraggio 470N.M), chiave di coppia come mostrato nella Figura 3; Quando viene installata la matrice dell'anello del cono, la faccia finale della matrice dell'anello deve essere mantenuta entro 0,20 mm, come mostrato nella Figura 4.


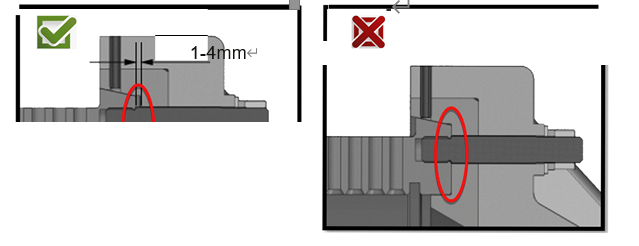
2. Quando viene installata la matrice dell'anello del cono, la distanza tra la faccia di fine della matrice dell'anello e la faccia di fine della flangia della ruota azionaria è di 1-4 mm, come mostrato nella Figura 5, se il gioco è troppo piccolo o non c'è spazio, il bordo dell'unità deve essere sostituito, altrimenti i bulloni di fissaggio possono essere rotti o l'anello può essere rotto.
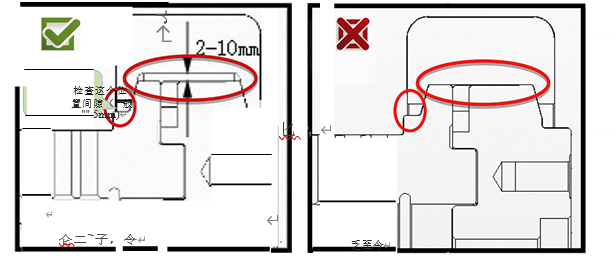
3. Quando si installa l'anello del telaio, bloccare tutti i dadi e i bulloni simmetricamente in base alla coppia richiesta e assicurarsi che gli spazi tra ciascuna scatola di tenuta siano uguali durante il processo di bloccaggio. Utilizzare un indicatore del sentimento per misurare lo spazio tra la superficie inferiore interna della scatola di tenuta e la superficie esterna della scatola di detenzione dell'anello (di solito 2-10 mm). Come mostrato nella Figura 6, se lo spazio è troppo piccolo o non c'è spazio, la scatola di mantenimento deve essere sostituita.
4. Il divario di rotolamento del dado dovrebbe essere compreso tra 0,1-0,3 mm e la regolazione può essere effettuata mediante ispezione visiva. Quando la matrice dell'anello ruota, è meglio che il rotolamento non ruoti. Quando viene utilizzato un nuovo dado, specialmente quando viene utilizzato un anello con un piccolo foro, il divario di rotolamento del dado viene generalmente aumentato per completare il periodo di corsa del rotolamento del dado ed evitare il fenomeno di calendario della bocca di Die Bell dell'anello.
5. Dopo l'installazione della matrice dell'anello, controlla se il rullo è pressato dal bordo
Parte 3: archiviazione e manutenzione dell'anello
1. La matrice dell'anello deve essere immagazzinata in un luogo secco e pulito e contrassegnato con specifiche.
2. Per la matrice dell'anello che non viene utilizzata a lungo, si consiglia di ricoprire la superficie con uno strato di olio anti-russa.
3. Se il foro della matrice dell'anello è bloccato dal materiale, si prega di utilizzare il metodo di immersione o cottura dell'olio per ammorbidire il materiale e quindi re-rangolare.
4. Quando l'anello muore viene immagazzinato per più di 6 mesi, l'olio all'interno deve essere riempito.
5. Dopo che la morte dell'anello è stata usata per un certo periodo di tempo, controlla regolarmente se ci sono sporgenze locali sulla superficie interna dell'anello e controlla se la porta della guida del foro del dado è macinata, sigillata o girata verso l'interno, come mostrato nella Figura 8. Se trovata, la matrice dell'anello è riparata per prolungare la durata di servizio, come mostrato nella Figura 9. Quando è stata riparata, che dovrebbe essere riparata, la parte più bassa dovrebbe essere la superficie dell'anna scanalatura di overtravel, e c'è ancora un'indennità di regolazione per l'albero eccentrico rotolante dopo la riparazione.