Produttore della serie di anelli della serie PTN per pezzi di ricambio a pellet
- Shh.zhengyi
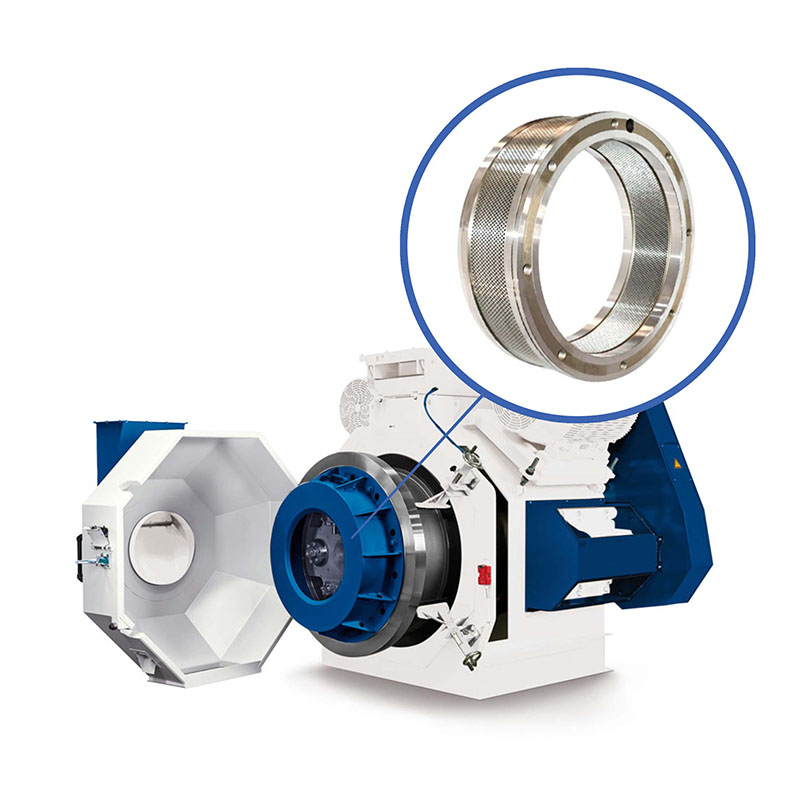
● Die della serie PTN


L'anello della serie di mulino a pellet PTN è realizzato in acciaio in lega di alta qualità o acciaio inossidabile ad alto contenuto di cromo (standard tedesco X46CR13). Viene elaborato mediante forgiatura, taglio, perforazione, trattamento termico e altri processi. Attraverso una rigorosa gestione della produzione e un sistema di qualità, la durezza, l'uniformità dei fori e la finitura del foro dell'anello di produzione hanno raggiunto la qualità molto elevata.
Parametro
| S/n | Modello | MisurareOd*id*larghezza complessiva*larghezza del pad -mm | Dimensione del foromm |
| 1 | PTN450 | 560*450*180*106 | 1-12 |
| 2 | PTN580 | 680*580*216*140 | 1-12 |
| 3 | PTN650 | 791*650*245*175 | 1-12 |
Analisi della situazione anormale e miglioramenti raccomandati
Analisi dei motivi per rotto (normalmente si è verificato in
Casting continuo di piccole imprese)
1. Muore rotto dalla superficie di abbinamento della ruota azionaria
2. Muore rotto indossando e deformazione dell'anello di fodera.
3. Muori rotto dalla carena della chiave di guida.
4. Il rientro impressionato dalla superficie della matrice per l'effetto indebolimento del dispositivo di de-ferro e quindi causò la rottura.
5. Piccola apertura tra il dado e il rullo di compressione.
6. Muore rotto per un piccolo rapporto di compressione, immersioni di pesci di piccolo diametro senza sfiato per il rilievo a pressione.
| NO. | Aspetto | Ragioni | Soluzioni |
| 1 | Curve di particelle, con crepe |
| |
| 2 | Con crack trasversale |
| |
| 3 | Crepe verticali |
| |
| 4 | Crepe radiative | Esistono particelle di grandi dimensioni (mezza oorn o semi interi a sinistra) | Controlla la finezza delle materie prime, aumentano la uniformità della macinazione. |
| 5 | Irregolare superficiale |
| |
| 6. | Whisker come Pellet | Troppo vapore e una pressione troppo grande, il pellet si spezza quando lasciato il dado. | 1. Ridurre la pressione del vapore, utilizzare il vapore a bassa pressione (15-20psi) per il condizionamento. 2. Controllare la posizione della valvola di riduzione. |