






閉じた歯ローラーシェルの最高の価格メーカー
- shh.zhengyi
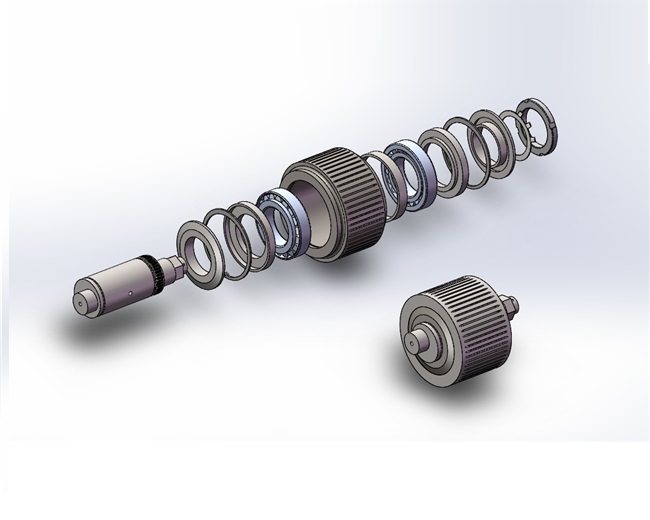


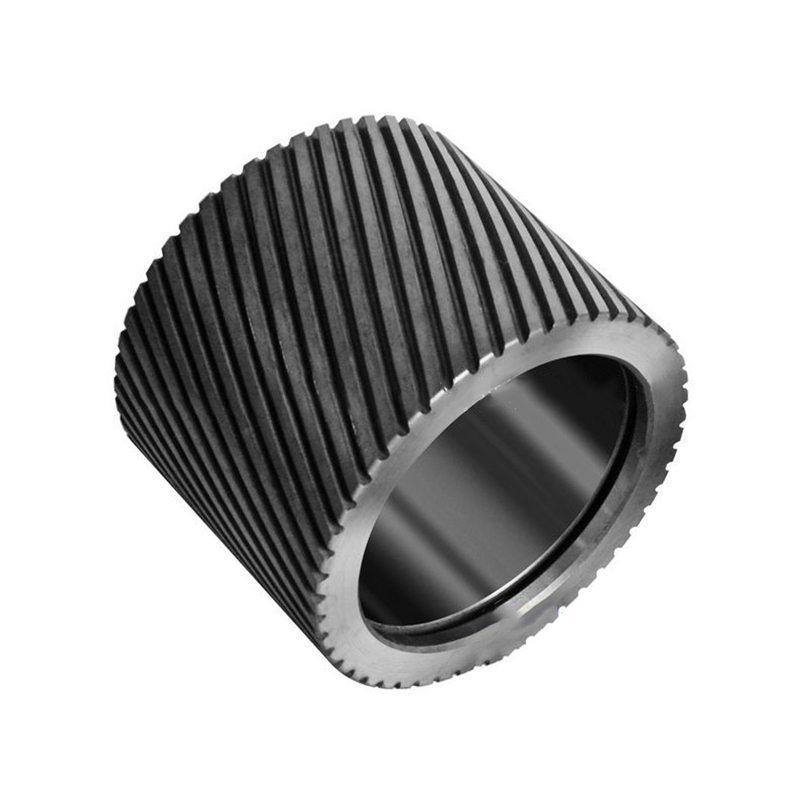
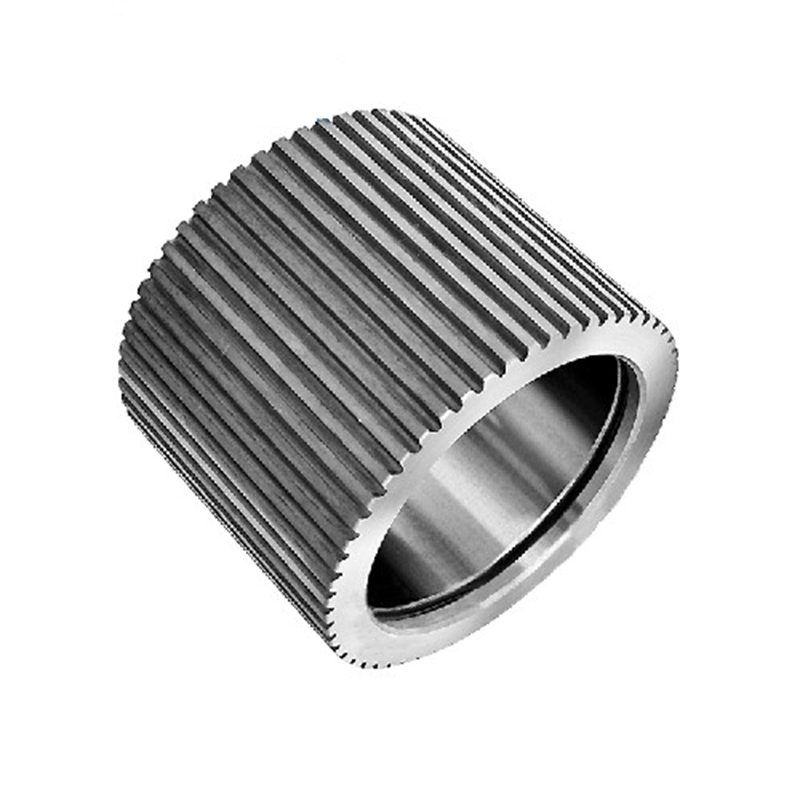
 ローラーシェルは、ペレットミルの主要な作業部品の1つです。さまざまなバイオ燃料ペレット、動物飼料、その他のペレットを処理するために使用されます。高耐摩耗性合金鋼(40CR、20CRMNTI、GCR15)、浸炭熱処理、均一な硬度を使用します。サービスの寿命は長く、歯の形をした、歯型のブロックされた、穴の形のようなさまざまな種類の構造があります。プレスローラー部品は、内部の偏心シャフトと正確な寸法の他の部品で作られています。これは、ユーザーの生産要件に応じてプレスローラーとリングが死ぬ距離を調整するのに便利であり、折りたたんでインストールしやすく、プレスローラーシェルを簡単に交換できます。
ローラーシェルは、ペレットミルの主要な作業部品の1つです。さまざまなバイオ燃料ペレット、動物飼料、その他のペレットを処理するために使用されます。高耐摩耗性合金鋼(40CR、20CRMNTI、GCR15)、浸炭熱処理、均一な硬度を使用します。サービスの寿命は長く、歯の形をした、歯型のブロックされた、穴の形のようなさまざまな種類の構造があります。プレスローラー部品は、内部の偏心シャフトと正確な寸法の他の部品で作られています。これは、ユーザーの生産要件に応じてプレスローラーとリングが死ぬ距離を調整するのに便利であり、折りたたんでインストールしやすく、プレスローラーシェルを簡単に交換できます。
予防
1.適切なダイホール圧縮比を正しく選択します。
2.リングダイと圧力ローラーの間の作業ギャップを0.1〜0.3mmの間に正しく調整します(圧力ローラーは、新しい顆粒が「回転するが回転していないような」状態でオンになった後、リングダイによって駆動されます)。
3.新しいリングダイは、新しい圧力ローラーで使用する必要があり、圧力ローラーとリングダイは前に緩んでから締められなければなりません。圧力ローラーの両側に鋭い角が現れると、圧力ローラーとリングダイの間の適切なフィットを促進するために、圧力ローラーのフランジをハンドグラインダーで滑らかにする必要があります。
4.原料は、ペレタイザーの前に予備的な洗浄と磁気分離を受けて、鉄の穴に押し込む鉄を減らす必要があります。ダイホールを定期的にチェックして、閉塞があるかどうかを確認します。ブロックされたカビの穴を時間とともにパンチアウトまたはドリルアウトします。
5.リングダイのガイドコーンホールのプラスチック変形を修復する必要があります。修復する場合は、リングダイの作業内面の最下部は、オーバートラベル溝の底よりも2mm高くなければならず、修理後に圧力ローラーの偏心シャフトを調整する余地があることに注意する必要があります。
6.圧力ローラーシェルは、金の加工と熱処理により、耐摩耗性合金材料でできています。圧力ローラーシェルの歯表面形式は、顆粒の性能に特定の影響を及ぼします。
一般的に使用されるローラーシェル歯のプロファイル:タイプを介した歯のプロファイル、タイプ、穴の種類ではなく歯のプロファイル。
1.パスおよび歯溝ローラーは、主に家畜材料と家禽材料のペレット化に使用されます。パスローラーの利点は、リングダイが均等に着用することですが、コイルの性能が低いことです。
2。歯溝形状の圧力ローラーは、コイル材料のパフォーマンスが良好で、一般的に飼料工場で使用されていますが、リングダイの摩耗は均一ではありません。シーリングエッジを備えた歯溝形状圧ローラーは、主に水生材料のペレット化に適しています。両側をスライドさせます。