

パート1:設置前の検査
1. 設置前にリングダイ検査
作業面が偶数であるかどうか。
グルーブが着用されているかどうか、およびねじ穴が壊れているかどうか。
DIAホールと圧縮比が正しいかどうか
図1と2に示すように、フープとテーパー表面に凹んでいるか摩耗マークがあるか。

2。設置前のローラー検査
コンポーネントの回転が正常かどうか
ローラーの端が着用されているかどうか
歯の形が完全であるかどうか
3.フープの摩耗条件を確認し、時間内に効果のないフープを交換してください
4.ドライブリムの取り付け面の摩耗を確認し、失敗したドライブリムを時間内に交換します
5.スクレーパーの角度を確認して調整して、材料の不均一な広がりを避ける
6.給餌コーンの設置穴が損傷しているかどうか
パート2:リングダイインストールの要件
1.すべてのナットとボルトを必要なトルクに対称的に締めます
-SZ LH SSOX 1 70(600モデル)例として、リングダイロックトルクは30 0 N. M、Fengshang-SZ LH535 X1 90グラニュレーターを保持するボックスボルト締め付けトルク470N.m)、図3に示すようにトルクレンチ。コーンリングダイが設置されると、図4に示すように、リングダイの端面を0.20 mm以内に保持する必要があります。


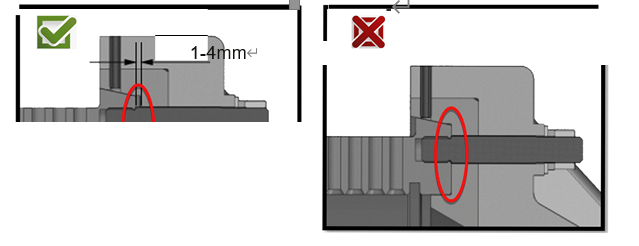
2.コーンリングダイが設置されると、リングダイの端面とドライブホイールフランジの端面の間のクリアランスが図5に示すように、クリアランスが小さすぎる場合、またはクリアランスがない場合、ドライブリムを交換する必要があります。
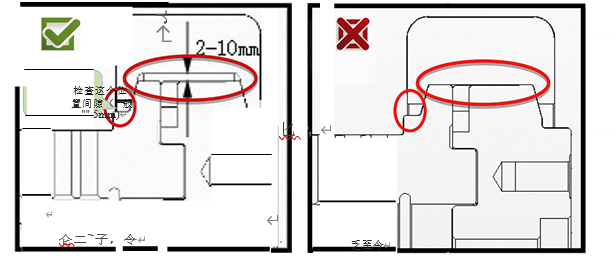
3.フープリングが消費される場合は、必要なトルクに応じてすべてのナットとボルトを対称的にロックし、ロックプロセス中に各保持ボックス間のギャップが等しいことを確認します。フィーラーゲージを使用して、保持ボックスの内側の底面とリングダイホールドボックスの外面(通常は2〜10mm)の間の隙間を測定します。図6に示すように、ギャップが小さすぎる場合、またはギャップがない場合は、保持ボックスを交換する必要があります。
4.ダイローリングギャップは0.1〜0.3 mmの間でなければならず、調整は目視検査で実行できます。リングが回転すると、ローリングが回転していない方が良いです。新しいダイが使用されると、特に小さなダイホールのあるリングダイが使用される場合、ダイのローリングギャップが増加して、ダイの走り回り期間を完了し、リングのベル口のカレンダー現象を避けます。
5。リングダイがインストールされたら、ローラーがエッジプレスであるかどうかを確認します
パート3:リングダイストレージとメンテナンス
1.リングダイは、乾燥した清潔な場所に保管し、仕様が付いている必要があります。
2。長い間使用されていないリングダイの場合、抗ラストオイルの層で表面にコーティングすることをお勧めします。
3.リングのダイホールが素材によってブロックされている場合は、材料を柔らかくしてから再顆粒を柔らかくするために、オイルイマージョンまたは調理の方法を使用してください。
4.リングダイが6か月以上保管されている場合、内部の油を満たす必要があります。
5。リングダイが一定期間使用された後、リングの内面に局所的な突起があるかどうかを定期的に確認し、図8に示すように、ダイホールガイドポートが図8に示すように、介助寿命を延長するためにリングダイを修復するために修復された場合、リングを修復する場合、リングを修復する場合、リングダイを修理するためにリングダイが修理されます。溝を越えて、修理後にローリングエキセントリックシャフトの調整手当がまだあります。