

1 부 : 설치 전 검사
1. 설치 전 링 다이 검사
작업 표면이 짝수 여부.
그루브가 착용되는지, 그리고 나사 구멍이 부러 졌는지 여부.
DIA 구멍 및 압축 비율이 정확한 지 여부
그림 1 및 2와 같이 후프와 테이퍼 표면에 덴트 또는 마모 자국이 있는지 여부.

2. 설치 전 롤러 검사
구성 요소 회전이 정상인지 여부
롤러의 가장자리가 마모되는지 여부
치아 모양이 완료되는지 여부
3. 후프의 마모 조건을 확인하고 제 시간에 비효율적 인 후프를 교체하십시오.
4. 드라이브 림의 장착 표면의 마모를 확인하고 실패한 드라이브 림을 제 시간에 교체하십시오.
5. 재료의 고르지 않은 스프레드를 피하기 위해 스크레이퍼 각도를 점검하고 조정하십시오.
6. 공급 원뿔의 설치 구멍이 손상되었는지 여부
2 부 : 링 다이 설치 요구 사항
1. 필요한 토크에 대칭 적으로 모든 너트와 볼트를 조입니다.
-SZ LH SSOX 1 70 (600 모델) 예를 들어, 링 다이 잠금 토크는 30 0 N. M, Fengshang-SZ LH535 X1 90 곡물 고정 상자 볼트 조임 토크 470N.m), 그림 3에 표시된 토크 렌치; 원뿔 링 다이가 설치되면 링 다이의 끝면은 그림 4와 같이 0.20mm 이내에 유지되어야합니다.


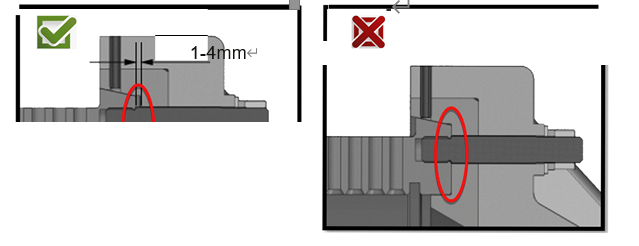
2. 원뿔 링 다이가 설치되면, 링의 끝면과 드라이브 휠 플랜지의 끝면 사이의 클리어런스는 그림 5와 같이 1-4mm입니다. 클리어런스가 너무 작거나 간격이 없으면 드라이브 림을 교체해야합니다.
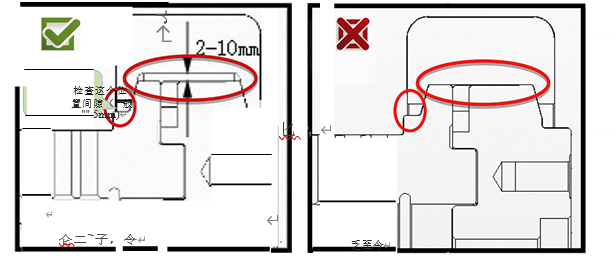
3. 후프 링 다이를 설치할 때 필요한 토크에 따라 모든 너트와 볼트를 대칭 적으로 잠그고 잠금 과정에서 각 고정 상자 사이의 간격이 동일하도록합니다. 분위기 게이지를 사용하여 홀딩 박스의 내부 바닥 표면과 링 다이 홀딩 박스의 외부 표면 (보통 2-10mm) 사이의 간격을 측정하십시오. 도 6에 도시 된 바와 같이, 간격이 너무 작거나 간격이없는 경우, 홀딩 박스를 교체해야합니다.
4. 다이 롤링 간격은 0.1-0.3 mm 사이 여야하며, 조정은 육안 검사를 통해 수행 할 수 있습니다. 링 다이가 회전하면 롤링이 회전하지 않는 것이 좋습니다. 새로운 다이가 사용될 때, 특히 작은 다이 홀이있는 링 다이가 사용될 때, 다이 롤링 간격은 일반적으로 다이 롤링의 런닝 기간을 완료하고 링 다이 벨 입의 캘린더링 현상을 피하기 위해 증가합니다.
5. 링 다이가 설치된 후 롤러가 가장자리에 밀려 있는지 확인하십시오.
파트 3 : 링 다이 저장 및 유지 보수
1. 링 다이는 건조하고 깨끗한 장소에 저장되어 있어야하며 사양으로 표시되어야합니다.
2. 오랫동안 사용되지 않은 고리 다이의 경우, 방지 오일 층으로 표면을 코팅하는 것이 좋습니다.
3. 링의 다이 구멍이 재료에 의해 차단되면, 오일 침수 또는 요리 방법을 사용하여 재료를 부드럽게 한 다음 다시 과립하십시오.
4. 링 다이가 6 개월 이상 저장되면 내부의 오일을 채워야합니다.
5. 링 다이가 일정 기간 동안 사용 된 후, 링 다이의 내부 표면에 국소 돌출부가 있는지 확인하고, 다이 홀 가이드 포트가 접지되어 있는지, 밀봉 또는 내부로 향하는지 여부를 확인하십시오. 그림 8과 같이 링 다이가 수명을 연장하도록 수리됩니다. 오버 트래블 그루브, 수리 후 롤링 편심 샤프트에 대한 조정 허용량이 여전히 있습니다.