

1 dalis: Patikrinimas prieš montavimą
1. Žiedo štampo patikrinimas prieš montavimą
Ar darbinis paviršius yra lygus.
Ar griovelis yra susidėvėjęs, ir ar sulaužyta srieginė skylė.
Ar teisingas DIA skylės ir suspaudimo santykis
Ar ant lanko ir kūgio paviršiaus yra įdėklų, ar nusidėvėjimo žymės, kaip parodyta 1 ir 2 paveiksluose.

2. Rollinė tikrinimas prieš montavimą
Ar komponento sukimasis yra normalus
Ar nešiojamas ritinėlio kraštas
Ar danties forma baigta
3. Patikrinkite lanko nusidėvėjimo būklę ir laiku pakeiskite neveiksmingą lanką
4. Patikrinkite pavaros ratlankio tvirtinimo paviršiaus nusidėvėjimą ir laiku pakeiskite nepavykusį pavaros ratlankį
5. Patikrinkite ir sureguliuokite grandiklio kampą, kad išvengtumėte nelygaus medžiagos plitimo
6. Ar pažeista šėrimo kūgio montavimo skylė, ar ne
2 dalis: Reikalavimai, skirti diegti žiedą
1. Priveržkite visus veržles ir varžtus simetriškai pagal reikiamą sukimo momentą
-SZ LH SSOX 1 70 (600 modelis) Kaip pavyzdys, žiedo mirties fiksavimo sukimo momentas yra 30 0 N. M, Fengshang-SZ LH535 x1 90 granuliatoriaus laikymo dėžutės varžtų įtempimo sukimo momentas 470N.m), sukimo momento veržliaraktis, kaip parodyta 3 paveiksle; Kai kūgio žiedas yra sumontuotas, žiedo galas štampas turėtų būti laikomas 0,20 mm, kaip parodyta 4 paveiksle.


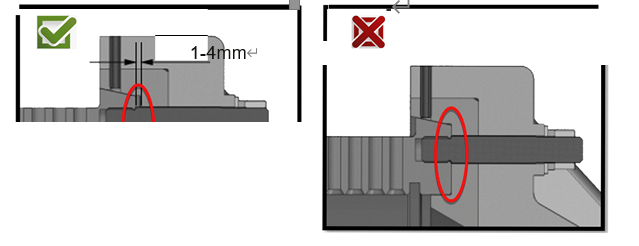
2. Kai kūgio žiedo štampas yra sumontuotas, tarpas tarp žiedo galutinio paviršiaus ir pavaros rato flanšo galutinis paviršiaus yra 1–4 mm, kaip parodyta 5 paveiksle, jei prošvaisa yra per maža arba nėra prošvaisos, pavaros ratlankis turi būti keičiamas, kitaip tvirtinimo varžtai gali būti sulaužyti arba žiedas gali būti sulaužytas.
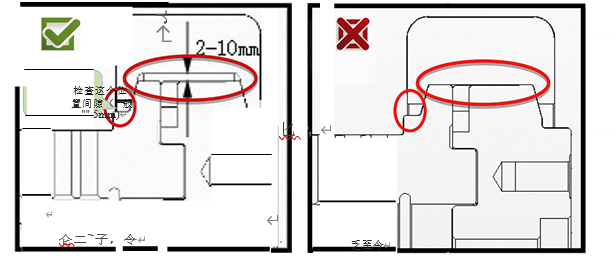
3. Įdiegę „Hoop Ring Die“, užfiksuokite visus veržles ir varžtus simetriškai pagal reikiamą sukimo momentą ir įsitikinkite, kad užrakinimo proceso metu spragos tarp kiekvienos laikymo dėžutės yra lygios. Norėdami išmatuoti tarpą tarp vidinio laikymo dėžutės vidinio apatinio paviršiaus ir išorinio žiedo štampo laikymo dėžutės (paprastai 2-10 mm), naudokite „Feeler“ matuoklį. Kaip parodyta 6 paveiksle, jei tarpas yra per mažas arba nėra tarpo, laikymo dėžutė turi būti pakeista.
4. Štampio riedėjimo tarpas turėtų būti tarp 0,1–0,3 mm, o reguliavimą galima atlikti atliekant vizualinį patikrinimą. Kai žiedas sukasi, geriau, kad riedėjimas nesisuktų. Kai naudojamas naujas štampas, ypač kai naudojamas žiedas su maža štampo skylė, paprastai padidinamas štampo tarpas, kad būtų užbaigtas šurmulio riedėjimo laikotarpis ir išvengta žiedo fenomeno.
5. Įdiegus žiedo štampą, patikrinkite, ar volelis yra spaudžiamas kraštuose
3 dalis: Žiedo štampo saugojimas ir priežiūra
1. Žiedo štampas turi būti laikomas sausoje ir švarioje vietoje ir pažymėtas specifikacijomis.
2. Žiedo štampui, kuris ilgą laiką nenaudojamas, rekomenduojama padengti paviršių anti-rūsio aliejaus sluoksniu.
3. Jei žiedo štampo štampo skylę užblokuoja medžiaga, naudokite alyvos panardinimo metodą arba virimą, kad sušvelnintumėte medžiagą, ir tada vėl granuliuokite.
4. Kai žiedo štampas laikomas daugiau nei 6 mėnesius, aliejų reikia užpildyti.
5. Po to, kai tam tikrą laiką buvo naudojamas žiedo štampas, reguliariai patikrinkite, ar vidiniame žiedo paviršiuje yra vietinių išsikišimų, ir patikrinkite, ar štampo skylių kreipiamosios prievadai yra antžeminiai, uždaromi ar pasukami į vidų, kaip parodyta 8 paveiksle. Jei rasta žemiausioji dalis, kad būtų galima pailginti tarnybinį gyvybę, kaip parodyta 9 paveiksle. Remiantis. „Overtravel“ griovelis, o po remonto vis dar yra valcavimo ekscentrinio veleno koregavimo pašalpa.