

1. daļa: pārbaude pirms instalēšanas
1. Gredzena die pārbaude pirms uzstādīšanas
Vai darba virsma ir vienmērīga.
Vai rieva ir nēsāta un vai vītņotais caurums ir salauzts.
Vai dia cauruma un kompresijas attiecība ir pareiza
Neatkarīgi no tā, vai uz stīpas un sašaurinātas virsmas ir zobu vai valkāt zīmes, kā parādīts 1. un 2. attēlā.

2. Rullīšu pārbaude pirms uzstādīšanas
Vai komponenta rotācija ir normāla
Vai nēsā rullīšu malu
Vai zoba forma ir pabeigta
3. Pārbaudiet stīpas nodiluma stāvokli un savlaicīgi nomainiet neefektīvo stīpu
4. Pārbaudiet piedziņas loka montāžas virsmas nodilumu un savlaicīgi nomainiet neveiksmīgo piedziņas loku
5. Pārbaudiet un pielāgojiet skrāpja leņķi, lai izvairītos no nevienmērīga materiāla izplatīšanās
6. neatkarīgi no tā, vai barošanas konusa uzstādīšanas caurums ir bojāts vai nē
2. daļa: Prasības gredzena die instalēšanai
1. Pievelciet visus uzgriežņus un skrūves simetriski pret nepieciešamo griezes momentu
-SZ LH SSOX 1 70 (600 modelis) Kā piemēru gredzena mirkšķināšanas griezes moments ir 30 0 N. M, Fengshang-Sz LH535 X1 90 granulatora turēšanas kārbas skrūvju pievilkšanas griezes moments 470n.m), griezes momenta uzgriežņu atslēga, kā parādīts 3. attēlā; Kad ir uzstādīts konusa gredzens, gredzena gala virsma jātur 0,20 mm attālumā, kā parādīts 4. attēlā.


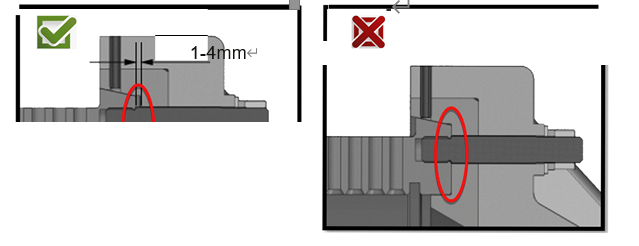
2. Kad tiek uzstādīta konusa gredzens, gredzena gala virsma un piedziņas riteņa atloka gala virsma un piedziņas riteņa atloka gala virsma ir 1-4 mm, kā parādīts 5. attēlā, ja klīrenss ir pārāk mazs vai nav klīrensa, piedziņas loka ir jānomaina, pretējā gadījumā stiprināšanas skrūves var būt salauztas vai gredzens var būt salauzts.
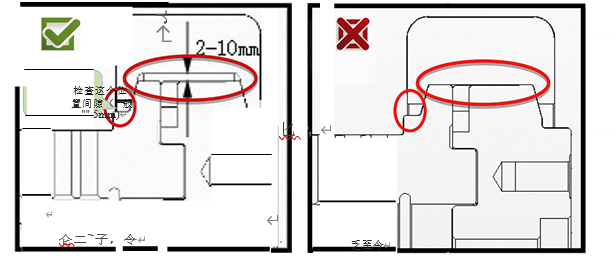
3. Uzstādot stīpas gredzenu, bloķējiet visus uzgriežņus un skrūves simetriski atbilstoši nepieciešamajam griezes momentam un pārliecinieties, ka bloķēšanas procesā ir vienādas spraugas starp katras turēšanas kārbu. Izmantojiet Feeler mērierīci, lai izmērītu spraugu starp turēšanas kārbas iekšējo apakšējo virsmu un gredzena ārējās virsmas virsmu, kas atrodas turēšanas kārbā (parasti 2-10 mm). Kā parādīts 6. attēlā, ja sprauga ir pārāk maza vai nav spraugas, turēšanas kaste ir jānomaina.
4. Die ritošajai spraugai jābūt no 0,1 līdz 0,3 mm, un pielāgošanu var veikt ar vizuālu pārbaudi. Kad gredzens griežas, labāk ir, ka ritēšana negriežas. Ja tiek izmantota jauna die, it īpaši, ja tiek izmantots gredzens ar nelielu die caurumu, parasti tiek palielināta die ritošā sprauga, lai pabeigtu die ritināšanas periodu un izvairītos no gredzena die Bell mutes kalendējošās parādības.
5. Pēc gredzena uzstādīšanas pārbaudiet, vai veltnis ir nospiests ar malu
3. daļa: gredzena die glabāšana un apkope
1. Gredzena die ir jāuzglabā sausā un tīrā vietā, un tas ir marķēts ar specifikācijām.
2. Gredzena diešanai, kas ilgstoši netiek izmantots, ieteicams pārklāt virsmu ar pretrotiesas eļļas slāni.
3. Ja gredzena die caurums bloķē materiāls, lūdzu, izmantojiet eļļas iegremdēšanas vai vārīšanas metodi, lai mīkstinātu materiālu, un pēc tam atkārtoti granulēt.
4. Kad gredzena mirstība tiek glabāta vairāk nekā 6 mēnešus, eļļa ir jāaizpilda.
5. Pēc gredzena nāvēšanas izmantošanas noteiktu laika posmu regulāri pārbaudiet, vai gredzena iekšējā virsmā ir vietējie izvirzījumi, un pārbaudiet, vai die cauruma virzošais ports ir sasmalcināts, noslēgts vai pagriezts uz iekšu, kā parādīts 8. attēlā. Atrasts, ka gredzens mirst. Overtravel grope, un pēc remonta ripojošajai ekscentriskajai vārpstai joprojām ir korekcijas pielaide.