

Дел 1: Инспекција пред инсталацијата
1. Инспекција на прстенот пред инсталацијата
Дали работната површина е рамномерна.
Дали се носи жлебот и дали е скршена дупката.
Дали е точен стапката на дупка и компресија
Без разлика дали има ознаки за заби или абење на обрачот и зашилена површина, како што е прикажано на Слика 1 и 2.

2. Ролери инспекција пред инсталацијата
Дали ротацијата на компонентата е нормална
Дали се носи работ на ролерот
Дали формата на забот е завршена
3. Проверете ја состојбата на абење на обрачот и заменете го неефикасниот обрач на време
4. Проверете го абењето на површината за монтирање на погонскиот раб и заменете го неуспешниот погон на време
5. Проверете го и прилагодете го аголот на стругачот за да избегнете нерамномерно ширење на материјалот
6. Дали дупката за инсталација на конусот за хранење е оштетена или не
Дел 2: Барања за инсталација на прстен
1. Затегнете ги сите ореви и завртки симетрично на потребниот вртежен момент
-Sz LH SSOX 1 70 (600 модел) Како пример, вртежниот момент за заклучување на прстенот е 30 0 N. M, Fengshang-SZ LH535 X1 90 Гранулатор за држење на кутијата за затегнување вртежен момент 470N.m), клуч на вртежен момент како што е прикажано на слика 3; Кога е инсталиран конусниот прстен, крајното лице на прстенот треба да се чува во рамките на 0,20 мм, како што е прикажано на слика 4.


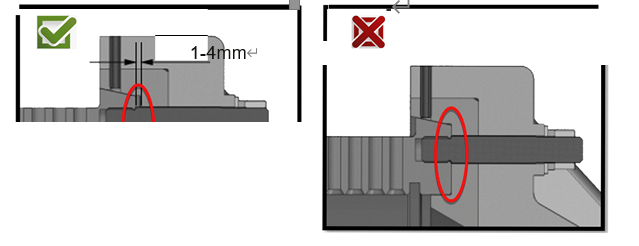
2. Кога е инсталиран конусниот прстен, дозволата помеѓу крајното лице на прстенот умира и крајното лице на прирабницата на погонот е 1-4мм, како што е прикажано на Слика 5, ако дозволата е премногу мал или нема дозвола, погонот мора да се замени, во спротивно, завртките за прицврстување може да се скршат или да умре прстенот или да умре прстенот или да умре прстенот или да умре прстенот или да умре прстенот или да умре прстенот или да умре прстенот или да умре прстенот или да умре прстенот или да умре прстенот или да умре прстенот или да умре прстенот или да умре прстенот или да умре прстенот или да умре прстенот или да умре прстенот или да умре прстенот или да умре прстенот или да умре прстенот или да умре прстенот или да умре прстенот или да умре прстенот.
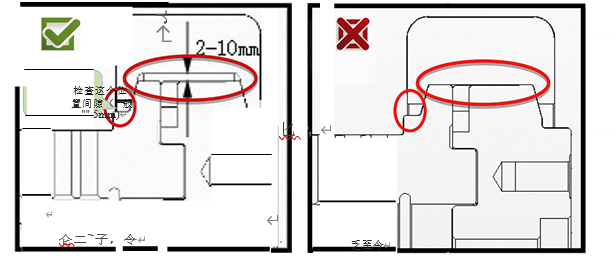
3. Кога инсталирате прстенот на обрачот, заклучете ги сите навртки и завртки симетрично според потребниот вртежен момент и осигурете се дека празнините помеѓу секоја кутија за држење се еднакви за време на процесот на заклучување. Користете мерач на чувство за да го измерите јазот помеѓу внатрешната долната површина на кутијата за држење и надворешната површина на прстенот за држење на прстенот (обично 2-10мм). Како што е прикажано на слика 6, ако јазот е премал или нема празнина, кутијата за држење мора да се замени.
4. Тркалачкиот јаз на умирање треба да биде помеѓу 0,1-0,3 мм, а прилагодувањето може да се направи со визуелна инспекција. Кога рингот ќе ротира, подобро е тркалањето да не се ротира. Кога се користи нов умре, особено кога се користи прстен со мала дупка за умирање, јазот на тркалање на умирање обично се зголемува за да се заврши периодот на трчање на тркалањето на умирање и да се избегне феноменот на календарот на прстенот.
5. Откако ќе се инсталира прстенот, проверете дали ролерот е притиснато на работ
Дел 3: Складирање и одржување на прстенот
1. Умирањето на прстенот мора да се чува на суво и чисто место и обележано со спецификации.
2. За да умре прстенот што не се користи долго време, се препорачува да се премачка површината со слој на анти-карано масло.
3. Ако умирачката дупка на прстенот е блокирана од материјалот, користете го методот на потопување на нафта или готвење за да го омекнете материјалот, а потоа повторно да се гранулирате.
4. Кога умира рингот се чува повеќе од 6 месеци, маслото внатре треба да се пополни.
5. After the ring die has been used for a certain period of time, regularly check whether there are local protrusions on the inner surface of the ring die, and check whether the die hole guide port is ground, sealed or turned inward, as shown in Figure 8. If found, the ring die is repaired to prolong the service life, as shown in Figure 9. When repairing, it should be noted that the lowest part of the working inner surface of the ring die should be 2 mm above the bottom of Grooveелезниот жлеб, и сè уште има додаток за прилагодување на тркалачката ексцентрична вратило по поправката.