पेलेट मिल स्पेअर पार्ट्ससाठी पीटीएन मालिका रिंग डाईचे निर्माता
- Shh.zhengyi
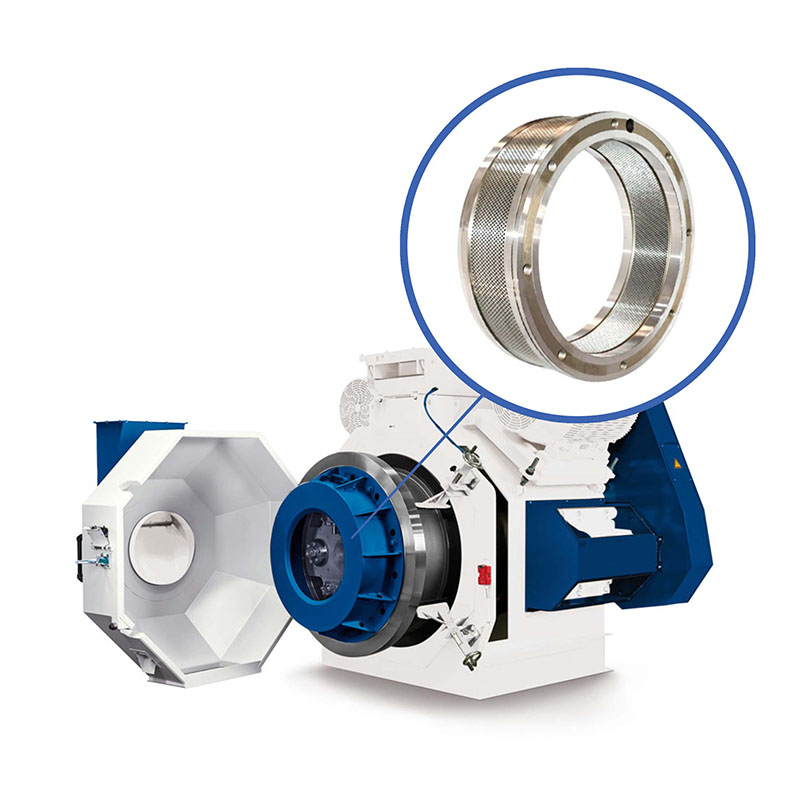
● पीटीएन मालिका रिंग डाय


पीटीएन पेलेट मिल मालिका रिंग डाय हा उच्च-गुणवत्तेच्या मिश्र धातु स्टील किंवा उच्च-क्रोमियम स्टेनलेस स्टील (जर्मन मानक x46 सीआर 13) पासून बनलेला आहे. फोर्जिंग, कटिंग, ड्रिलिंग, उष्णता उपचार आणि इतर प्रक्रियेद्वारे यावर प्रक्रिया केली जाते. कठोर उत्पादन व्यवस्थापन आणि गुणवत्ता प्रणालीद्वारे, कडकपणा, डाय होल एकरूपता आणि प्रॉडक्शन रिंग डायचे डाय होल फिनिश खूप उच्च गुणवत्तेवर पोहोचले आहे.
पॅरामीटर
| एस/एन | मॉडेल | आकारओडी*आयडी*एकूण रुंदी*पॅड रुंदी -मिमी | भोक आकारmm |
| 1 | Ptn450 | 560*450*180*106 | 1-12 |
| 2 | Ptn580 | 680*580*216*140 | 1-12 |
| 3 | Ptn650 | 791*650*245*175 | 1-12 |
असामान्य परिस्थितीचे विश्लेषण आणि शिफारस केलेल्या सुधारणांचे विश्लेषण
तुटलेले कारण विश्लेषण (सामान्यत: मध्ये घडले
छोट्या उद्योगांची सतत कास्टिंग)
1. ड्राईव्ह व्हील मॅचिंग पृष्ठभागाद्वारे तुटलेला मरणार
2. डाई लाइनिंग रिंग परिधान करून आणि विकृततेने मरण पावले.
3. ड्रायव्हिंग की च्या वेअरिंगद्वारे मरण पावले.
4. डी-लोहिंग डिव्हाइसच्या कमकुवत परिणामासाठी मरणाच्या पृष्ठभागावर इंडेंटेशन प्रभावित झाले आणि नंतर मरणास क्रॅक होऊ शकते.
5. डाय आणि कॉम्प्रेशन रोलर दरम्यान लहान उघडणे.
6. लहान कॉम्प्रेशन रेशोने तुटलेले मरणे, लहान व्यासाचा मासा फीड प्रेशर-रिलीफ वेंटशिवाय मरण पावला.
| नाव म्हणून काम करणे | देखावा | कारणे | समाधान |
| 1 | क्रॅकसह कण वाकले |
| |
| 2 | ट्रान्सव्हर्सल क्रॅकसह |
| |
| 3 | अनुलंब क्रॅक |
| |
| 4 | रेडिएटिव्ह क्रॅक | मोठे कण अस्तित्त्वात आहेत (अर्धा ओर्न किंवा संपूर्ण कॉर्न डावे) | कच्च्या मालाच्या सूक्ष्मतेवर नियंत्रण ठेवा, पीसणे समानता वाढवा. |
| 5 | पृष्ठभाग असमानता |
| |
| 6. | पेलेट सारखे व्हिस्कर | खूप स्टीम आणि खूप मोठा दबाव, मरण सोडल्यावर गोळी क्रॅक करते. | 1. स्टीम प्रेशर कमी करा, कंडिशनिंगसाठी कमी-दाब स्टीम (15-20psi) वापरा. 2. कमी करण्याच्या झडपाची स्थिती तपासा. |