

Bahagian 1: Pemeriksaan sebelum pemasangan
1. Pemeriksaan mati cincin sebelum pemasangan
Sama ada permukaan kerja adalah walaupun.
Sama ada alur dipakai, dan sama ada lubang berulir rosak.
Sama ada lubang dia dan nisbah mampatan betul
Sama ada terdapat tanda atau memakai tanda pada gelung dan permukaan tirus, seperti yang ditunjukkan dalam Rajah 1 dan 2.

2. Pemeriksaan Roller sebelum pemasangan
Sama ada putaran komponen adalah normal
Sama ada tepi roller dipakai
Sama ada bentuk gigi selesai
3. Periksa keadaan haus gelung, dan ganti gelung yang tidak berkesan pada waktunya
4. Periksa haus permukaan pelekap rim pemacu, dan ganti rim pemacu yang gagal dalam masa
5. Periksa dan laraskan sudut pengikis untuk mengelakkan penyebaran bahan yang tidak sekata
6. sama ada lubang pemasangan kerucut makan rosak atau tidak
Bahagian 2: Keperluan untuk pemasangan cincin mati
1. Ketatkan semua kacang dan bolt secara simetri ke tork yang diperlukan
-SZ LH SSOX 1 70 (600 Model) Sebagai contoh, tork mengunci cincin adalah 30 0 N. M, Fengshang-SZ LH535 X1 90 Granulator Holding Box Bolt mengetatkan tork 470n.m), sepana tork seperti yang ditunjukkan dalam Rajah 3; Apabila cincin kerucut dipasang, muka akhir cincin mati harus disimpan dalam 0.20 mm, seperti yang ditunjukkan dalam Rajah 4.


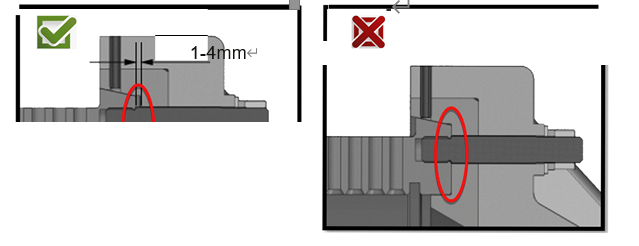
2 Apabila cincin cincin mati dipasang, pelepasan di antara muka akhir cincin mati dan muka akhir bebibir roda pemacu adalah 1-4mm, seperti yang ditunjukkan dalam Rajah 5, jika pelepasan terlalu kecil atau tidak ada pelepasan, rim pemacu mesti diganti, jika tidak, bolt mengikat boleh dipecahkan atau cincin mati boleh dipecahkan.
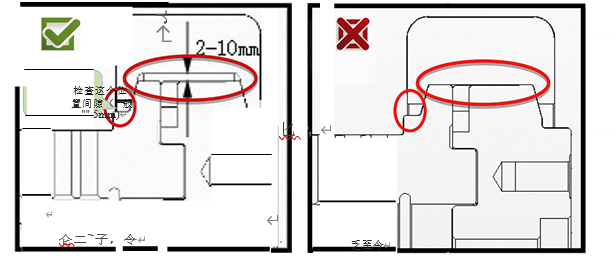
3. Apabila memasang cincin gelung mati, kunci semua kacang dan bolt secara simetri mengikut tork yang diperlukan, dan pastikan jurang antara setiap kotak pegangan adalah sama semasa proses mengunci. Gunakan tolok ukur untuk mengukur jurang antara permukaan bawah dalam kotak induk dan permukaan luar cincin mati kotak pegangan (biasanya 2-10mm). Seperti yang ditunjukkan dalam Rajah 6, jika jurang terlalu kecil atau tidak ada jurang, kotak pegangan mesti diganti.
4. Jurang rolling mati harus antara 0.1-0.3 mm, dan pelarasan boleh dilakukan dengan pemeriksaan visual. Apabila cincin mati berputar, lebih baik bahawa rolling tidak berputar. Apabila mati baru digunakan, terutamanya apabila cincin mati dengan lubang mati kecil digunakan, jurang rolling mati biasanya meningkat untuk menyelesaikan tempoh berlari mati rolling dan mengelakkan fenomena calendering mulut cincin mati loceng.
5. Selepas cincin mati dipasang, periksa sama ada roller itu ditekan
Bahagian 3: Penyimpanan dan penyelenggaraan cincin mati
1. Cincin mati mesti disimpan di tempat yang kering dan bersih dan ditandai dengan spesifikasi.
2. Bagi cincin mati yang tidak digunakan untuk masa yang lama, disyorkan untuk melapisi permukaan dengan lapisan minyak anti-karat.
3 Jika lubang mati cincin mati disekat oleh bahan, sila gunakan kaedah rendaman minyak atau memasak untuk melembutkan bahan, dan kemudian granulasi semula.
4 Apabila cincin mati disimpan selama lebih dari 6 bulan, minyak di dalamnya perlu diisi.
5. Selepas cincin mati telah digunakan untuk tempoh masa tertentu, secara kerap memeriksa sama ada terdapat protrusions tempatan pada permukaan dalaman cincin mati, dan periksa sama ada pelabuhan panduan lubang mati tanah, dimeteraikan atau bertukar ke dalam, seperti yang ditunjukkan dalam Rajah 8. Alur overtravel, dan masih terdapat elaun pelarasan untuk aci eksentrik bergulir selepas pembaikan.