د PTN لړۍ جوړونکی د ګیلټ مال پیر پرزو لپاره مړ کیږي
- شرمی
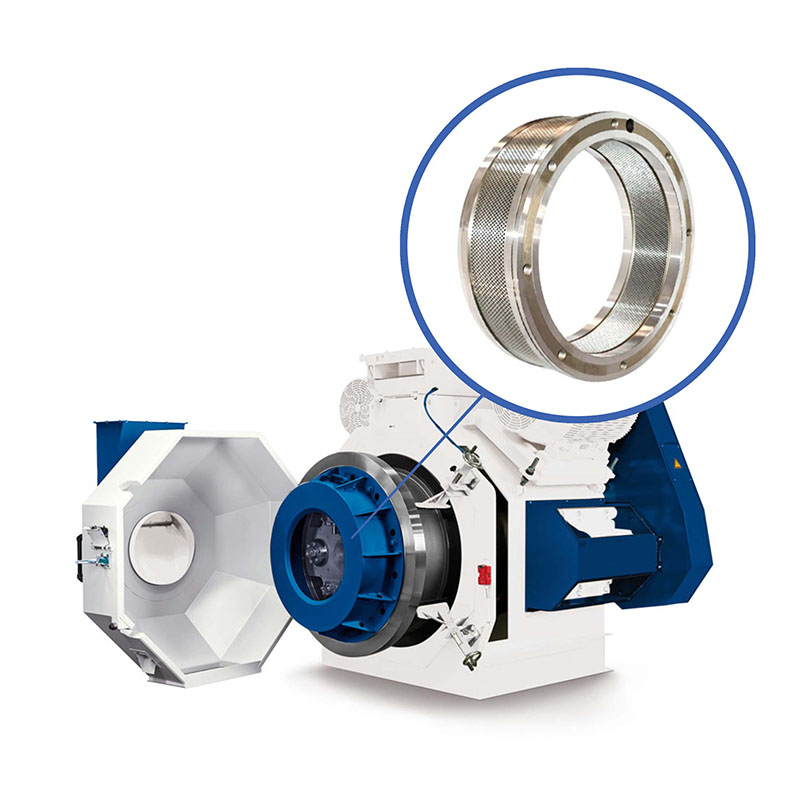
● د PTN لړۍ حلقه مړ شو


د PTN Pelt د هیلوډینګ دور حلقول د لوړ کیفیت العمل فولادو یا لوړ کرومیم سټینیمیټ سټیل سټیل څخه جوړ شوی دی (د آلمان معیاري X466CR13). دا د جوړولو، بسته کولو، بسته کولو، بسته کولو، تودوخې درملنه او نور پروسې پریږدي. د تولید د ټینګ مدیریت او کیفیت سیسټم له لارې، سخت کول، سخت کول، د مړینې هولډیفیت او د تولید حل مړ هوا د مړینې سوري ډیر لوړ کیفیت ته رسیدلی.
پارامیټر
| S / N | موډل | اندازهOD * ID * په عمومي ډول د پیر پل | د سوري اندازهmm |
| 1 | Ptn450 | 560 * 450 * 180 * 106 | 1-12 |
| 2 | Ptn580 | 680 * 580 * 216 * 140 | 1-12 |
| 3 | Ptn650 | 791 * 650 * 245 * 175 | 1-12 |
د غیر معمولي وضعیت او وړاندیز شوي پرمختګونو تحلیل
د ماتولو لپاره دلیل (په عادي ډول پیښ شوی
د کوچني تصدیو دوامداره چلول)
1. د ډرایو ویل کولو سطح سره مړ شوی
2. د وچې استردل برخلیک او ایستلو سره مړ شوی.
3. د چلولو کیلي د جنګ په واسطه مات شوی.
.. د مړینې په سطح باندې د کمزوري تاثیر د ضعیف تاثیر لپاره تاثیر کړی، او بیا د کریک ته د مړ کیدو لامل شوی.
.. د مړینې او کمپریشن رولر ترمنځ کوچنۍ پرانستل.
.. د کوچني کمپوز تناسب، کوچني قطر کمولو سره مړ شوی، د فشار کمولو څخه د کوچني قطار کمزوری مړ کیږي.
| نه. | ظاهري ب .ه | دلایل | حلونه |
| 1 | جلاوطنه، د درزونو سره |
| |
| 2 | د ټرانسورۍ کریک سره |
| |
| 3 | عمودي درزونه |
| |
| 4 | رادیوي درزونه | لوی ذرات شتون لري (نیمایي اوور او ټول جوس پاتې دي) | د خامو موادو خپرونه کنټرول کړئ، د ماتې ډیریدل زیات کړئ. |
| 5 | د سطحې ناخوښۍ |
| |
| 6. | د ګولۍ په څیر څپې | ډیر بخار او ډیر لوی فشار، ګیلټ درقونه کله چې مړ پریښود. | 1. د بخار فشار کم کړئ، د شرایطو لپاره د ټیټ فشار بخار (15 - 20psi) وکاروئ. 2. د کمولو والو موقعیت وګورئ. |