

Parte 1: Inspeção antes da instalação
1. Inspeção do dado do anel antes da instalação
Se a superfície de trabalho é uniforme.
Se o sulco é usado e se o orifício roscado está quebrado.
Se o orifício do dia e a taxa de compressão correto
Se existem marcas de dente ou desgaste no arco e na superfície cônica, como mostrado nas Figura 1 e 2.

2. Inspeção do rolo antes da instalação
Se a rotação do componente é normal
Se a borda do rolo está gasta
Se o formato do dente está completo
3. Verifique a condição de desgaste do aro e substitua o aro ineficaz no tempo
4. Verifique o desgaste da superfície de montagem da borda de acionamento e substitua a borda da unidade com falha no tempo
5. Verifique e ajuste o ângulo do raspador para evitar a propagação desigual do material
6. se o orifício de instalação do cone de alimentação está danificado ou não
Parte 2: Requisitos para a instalação do dado do anel
1. Aperte todas as porcas e parafusos simetricamente ao torque necessário
-SZ LH SSOX 1 70 (Modelo 600) Como exemplo, o torque de travamento da matriz do anel é 30 0 N. M, Fengshang-SZ LH535 X1 90 Granulador de retenção da caixa de retenção Torque de aperto 470n.m), chave de torque, como mostrado na Figura 3; Quando o dado do anel do cone é instalado, a face final do dado do anel deve ser mantida dentro de 0,20 mm, como mostra a Figura 4.


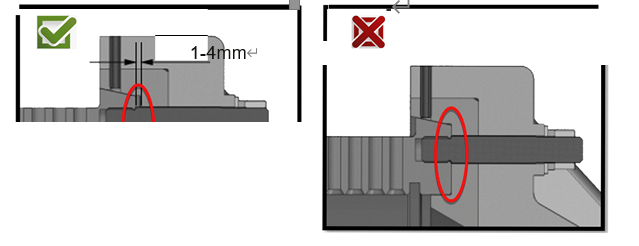
2. Quando a matriz do anel do cone é instalada, a folga entre a face final do dado do anel e a face final do flange da roda de acionamento é de 1 a 4 mm, como mostra a Figura 5, se a folga for muito pequena ou não houver folga, a borda de acionamento deve ser substituída, caso contrário, os parafusos de fixação podem ser quebrados ou a matriz do anel pode ser quebrada.
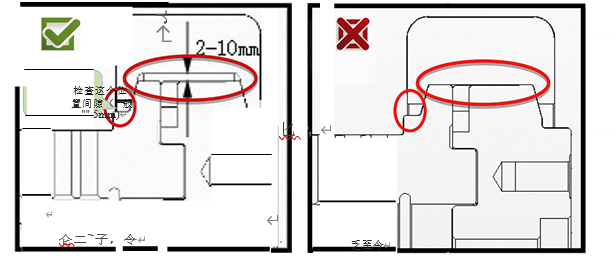
3. Ao instalar a matriz do anel de argola, trave todas as porcas e parafusos simetricamente de acordo com o torque necessário e verifique se as lacunas entre cada caixa de retenção são iguais durante o processo de travamento. Use um medidor de feltro para medir a lacuna entre a superfície inferior interna da caixa de retenção e a superfície externa da caixa de retenção do dado do anel (geralmente de 2 a 10 mm). Como mostrado na Figura 6, se a lacuna for muito pequena ou não houver lacuna, a caixa de retenção deverá ser substituída.
4. A lacuna rolante de matriz deve estar entre 0,1-0,3 mm, e o ajuste pode ser feito por inspeção visual. Quando a matriz do anel gira, é melhor que o rolamento não esteja girando. Quando um novo dado é usado, especialmente quando um anel dado com um pequeno orifício é usado, a lacuna rolante geralmente é aumentada para completar o período de execução do rolamento e evitar o fenômeno do calendário da boca do sino do anel.
5. Após a instalação do dado do anel, verifique se o rolo está preso à borda
Parte 3: Armazenamento e manutenção de matrizes do anel
1. O dado do anel deve ser armazenado em um local seco e limpo e marcado com especificações.
2. Para o dado do anel que não é usado por um longo tempo, é recomendável revestir a superfície com uma camada de óleo anti-rust.
3. Se o orifício da matriz do dado do anel for bloqueado pelo material, use o método de imersão em óleo ou cozinhar para suavizar o material e depois re-recranque-se.
4. Quando o dado do anel é armazenado por mais de 6 meses, o óleo interno precisa ser preenchido.
5 Após a matriz do anel, foi usada por um certo período de tempo, verifique regularmente se existem saliências locais na superfície interna da matriz do anel e se a porta da guia do orifício da matriz é moída, selada ou virada para dentro, como mostra a Figura 8. Se encontrado, o anel não deve ser reparado para prolongar a vida útil, como mostrado na Figura 9. Groove de excesso de troca, e ainda há um subsídio de ajuste para o eixo excêntrico rolante após o reparo.