

Bölüm 1: Kurulumdan önce muayene
1. Kurulumdan önce halka kalıp denetimi
Çalışma yüzeyi eşit olup olmadığı.
Oluğun takılıp takılmadığı ve dişli deliğin kırılıp kırılmadığı.
Dia delik ve sıkıştırma oranı doğru olsun
Şekil 1 ve 2'de gösterildiği gibi kasnağında ve konik yüzeyde diş veya aşınma izleri olup olmadığı.

2. Kurulumdan önce silindir muayenesi
Bileşen dönüşünün normal olup olmadığı
Silindirin kenarının giyilmesi
Diş şekli tamam mı
3. Çemberin aşınma durumunu kontrol edin ve etkisiz kasnağı zamanında değiştirin
4. Tahrik jantının montaj yüzeyinin aşınmasını kontrol edin ve başarısız sürücü jantını zamanında değiştirin
5. Malzemenin eşit olmayan yayılmasını önlemek için kazıyıcının açısını kontrol edin ve ayarlayın
6. Besleme konisinin montaj deliğinin hasar görüp görmediği
Bölüm 2: Yüzük kalıp kurulumu için gereksinimler
1. Tüm fındık ve cıvataları simetrik olarak gerekli torka sıkın
-SZ LH SSOX 1 70 (600 Model) Örnek olarak, halka kalıp kilitleme torku 30 0 N. M, Fengshang-Sz LH535 X1 90 Granülatör tutma kutusu cıvatası sıkma torku 470N.M), tork anahtarı Şekil 3'te gösterildiği gibi; Koni halkası kalıbı kurulduğunda, halka kalıpının uç yüzü, Şekil 4'te gösterildiği gibi 0.20 mm içinde tutulmalıdır.


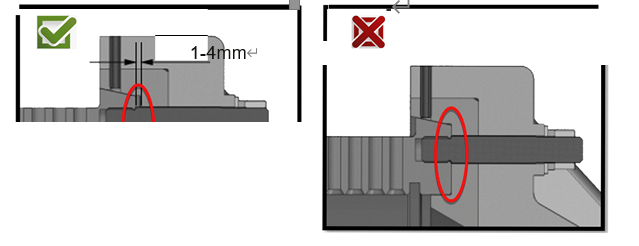
2. Koni halkası kalıbı takıldığında, halka kalıpının uç yüzü ile tahrik tekerleği flanşının uç yüzü arasındaki boşluk, açıklık çok küçükse veya boşluk yoksa, Şekil 5'te gösterildiği gibi 1-4 mm'dir, tahrik jantının değiştirilmesi gerekir, aksi takdirde bağlantı cıvataları kırılabilir veya halka kalıp kırılabilir.
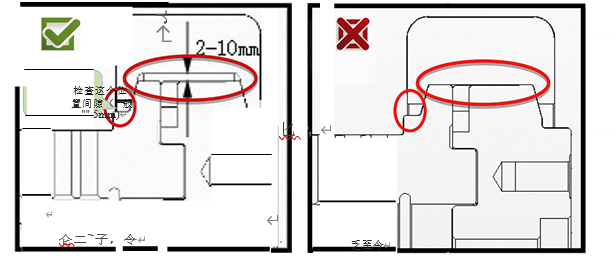
3. Çember halkasını takarken, tüm somunları ve cıvataları gerekli torka göre simetrik olarak kilitleyin ve kilitleme işlemi sırasında her bir tutma kutusu arasındaki boşlukların eşit olduğundan emin olun. Tutma kutusunun iç alt yüzeyi ile halkanın dış yüzeyi kalıp tutma kutusunun (genellikle 2-10 mm) arasındaki boşluğu ölçmek için bir hisli göstergesi kullanın. Şekil 6'da gösterildiği gibi, boşluk çok küçükse veya boşluk yoksa, tutma kutusu değiştirilmelidir.
4. Die haddeleme boşluğu 0.1-0.3 mm arasında olmalıdır ve ayar görsel inceleme ile yapılabilir. Halka kalıp döndüğünde, yuvarlanmanın dönmemesi daha iyidir. Yeni bir kalıp kullanıldığında, özellikle küçük bir kalıp deliği ile bir halka kalıp kullanıldığında, kalıp haddeleme boşluğu genellikle kalıp haddelemesinin koşma dönemini tamamlamak ve halka kalıp zili ağzının takvim olgusunu önlemek için artar.
5. Yüzük kalıbı kurulduktan sonra, silindirin kenar-presped olup olmadığını kontrol edin
Bölüm 3: Ring kalıp depolama ve bakımı
1. Halka kalıp kuru ve temiz bir yerde saklanmalı ve spesifikasyonlarla işaretlenmelidir.
2. Uzun süre kullanılmayan halka kalıp için, yüzeyin bir anti-rust yağ tabakasıyla kaplanması önerilir.
3. Halka kalıpının kalıp deliği malzeme tarafından engellenirse, lütfen malzemeyi yumuşatmak için yağ daldırma veya pişirme yöntemini kullanın ve sonra yeniden test edin.
4. Halka kalıp 6 aydan fazla saklandığında, içi yağın doldurulması gerekir.
5. Halka kalıp belirli bir süre için kullanıldıktan sonra, halka iç yüzeyinde lokal çıkıntılar olup olmadığını düzenli olarak kontrol edin ve kalıp deliği kılavuzu bağlantı noktasının Şekil 8'de gösterildiği gibi, hizmet ömrünü uzatmak için onarılırsa, onarım, en düşük kısım, onarımın en düşük kısmı, onarım, onarımın en düşük kısmının, onarım, aşağı iner, dağın aşağıda gösterildiği gibi, 2'nin dağının dağının, dağın 2'nin dağının, 2'nin dağının dağının, dağın 2. oluk ve onarımdan sonra haddeleme eksantrik şaft için hala bir ayar izni vardır.