PTN Serisi Ring Die Pelet değirmeni yedek parçaları için üreticisi
- Shh.zhengyi
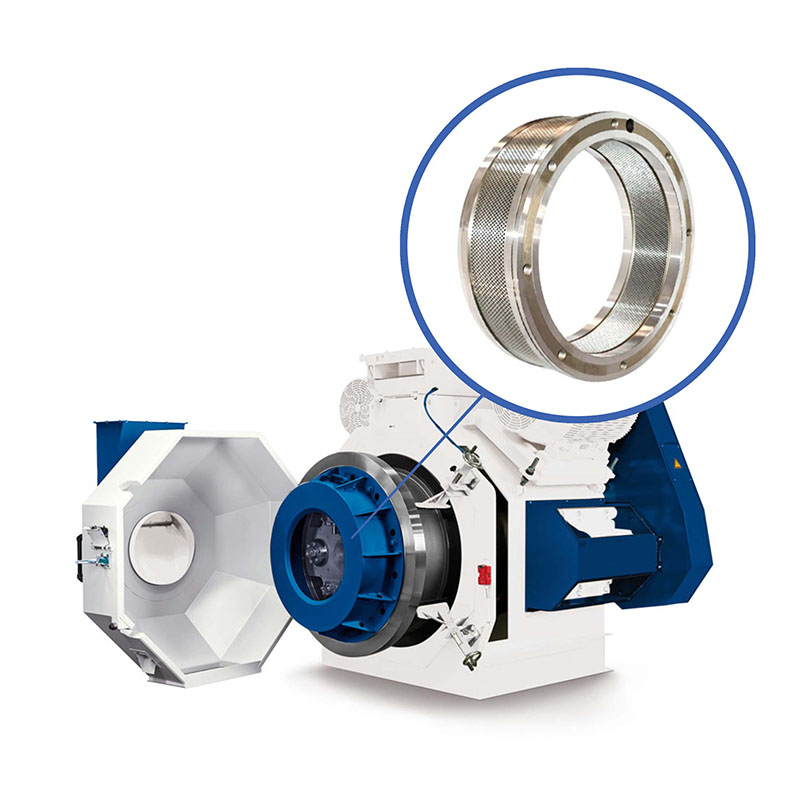
● PTN Serisi Ring Die


PTN pelet değirmeni serisi halka kalıp yüksek kaliteli alaşım çelik veya yüksek krom paslanmaz çelikten (Alman standardı x46CR13) yapılmıştır. Dövme, kesme, delme, ısıl işlem ve diğer işlemler ile işlenir. Sıkı üretim yönetimi ve kalite sistemi sayesinde, üretim halkası kalıbının sertlik, kalıp deliği tekdüzeliği ve kalıp deliği kaplaması çok yüksek kaliteye ulaşmıştır.
Parametre
| S/N | Model | BoyutOD*ID*Genel genişlik*ped genişliği -mm | Delik Boyutumm |
| 1 | PTN450 | 560*450*180*106 | 1-12 |
| 2 | PTN580 | 680*580*216*140 | 1-12 |
| 3 | PTN650 | 791*650*245*175 | 1-12 |
Anormal durumun analizi ve önerilen iyileştirmeler
Kırık için neden analizi (normalde meydana geldi
küçük işletmelerin sürekli dökümü)
1. Tahrik tekerleği eşleştirme yüzeyi ile kırıldı
2. Die kalıp astar halkasının giyilmesiyle kırıldı.
3.
4. Demirleme cihazının zayıflatıcı etkisi için kalıp yüzeyinde etkilenen girinti ve daha sonra kalının çatlamasına neden oldu.
5. Die ve sıkıştırma silindiri arasında küçük açıklık.
6. Küçük sıkıştırma oranı ile kırıldı, küçük çaplı balık beslemesi basınçtan kurtulma havalandırma olmadan ölür.
| HAYIR. | Dış görünüş | Sebepler | Çözümler |
| 1 | Parçacık virajları, çatlaklarla |
| |
| 2 | Enine çatlak ile |
| |
| 3 | Dikey çatlaklar |
| |
| 4 | Radyasyon çatlakları | Büyük parçacıklar var (yarım oorn veya bütün mısır kaldı) | Hammaddelerin inceliğini kontrol edin, öğütme eşitliğini arttırın. |
| 5 | Yüzey eşitliği |
| |
| 6. | Pelet gibi bıyık | Çok fazla buhar ve çok büyük basınç, kalıp kaldığında pelet çatlar. | 1. Buhar basıncını azaltın, koşullandırma için düşük basınçlı buhar (15-20psi) kullanın. 2. İndirgeme valfinin konumunu kontrol edin. |