

Icandelo 1: Ukuhlolwa ngaphambi kofakelo
1. I-ring ihlola ngaphambi kokufakwa
Nokuba umphezulu osebenza naye unjalo.
Ingaba i-groove inxibile, nokuba umngxuma onxungupheleyo waphukile.
Nokuba i-Bole Hole kunye ne-Dissootion Riation ichanekile
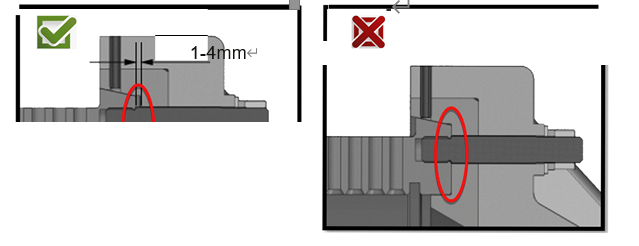
Nokuba kukho i-Dent okanye inxibe amanqaku kwi-hoop kunye nomphezulu ojikelezwe, njengoko kubonisiwe kumzobo 1 no-2.

I-2. Ukuhlolwa kwe-roller ngaphambi kofakelo
Ingaba icandelo lokujikeleza liqhelekile
Nokuba umphetho we-roller unxibe
Nokuba imeko yezinyo igqityiwe
I-3. Jonga i-PHEATE ye-hoop, kwaye uyibuyisele i-hoop engasebenziyo ngexesha
I-4. Jonga ukuTshintshana komphezulu wekhusi ye-drim rim, kwaye ubeke endaweni ye-rim ye-drim ye-drim ngexesha
I-5. Jonga kwaye uhlengahlengise i-engile ye-scraper ukunqanda ukusasazwa kwezinto ezingalinganiyo
I-6. Nokuba umngxunya wokufaka we-cone onokondla wonakalisiwe okanye hayi
Icandelo 2: Iimfuneko zoFakelo lokufa kwi-FAIR
1. Qinisa onke amantongomane kunye ne-bolts aymettricly kwi-torque efunekayo
-Sz lh ssox 1 70 (Imodeli engama-600) njengomzekelo, i-ring itshixiwe ngu-30 0 N. M, i-fengshang-sz Xa i-Cone ifakwe i-imeyile ifakwe, ukuphela kobuso bokufa kwesandi kufuneka kugcinwe ngaphakathi kwe-0.20 mm, njengoko kubonisiwe kumzobo 4.


2. Xa i-Cone ifakwe i-CONE ifakwe, ukucaciswa phakathi kobuso bokuphela kwesandi kunye ne-fim ye-5, ukuba i-rim incinci kakhulu okanye i-rim ring incinci, okanye i-ring adlule.
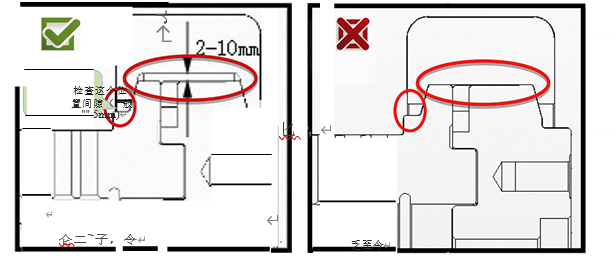
3. Xa ufaka i-hoop ikhala ifa, itshixa onke amandongomane kunye ne-bolts ngokulinganayo ngokwe-Torque efunekayo, kwaye iqinisekise ukuba izithuba eziphakathi kwebhokisi yokuphumla ilingana ngexesha lokutshixa. Sebenzisa igeji ye-ferler Njengoko kubonisiwe kumzobo 6, ukuba umsantsa mncinci kakhulu okanye akukho qanda, ibhokisi yokubamba kufuneka itshintshwe.
I-4. I-Die Diap Rip kufuneka iphakathi kwe-0.1-0.3 mm, kwaye uhlengahlengiso lungenziwa luvavanyo olubonakalayo. Xa iringi ijikeleza, kungcono ukuba ukuntywila akujikelezi. Xa isifa esitsha sisetyenziswa, ingakumbi xa iringi ifa kunye nomngxunya oswelekileyo isetyenziswa, i-die yokuqengqeleka ihlala inyuka igqibe ukugqiba ixesha lokuphuma komlomo we-fang bell.
I-5. Emva kokuba kufakwe iringi ifakwe, jonga ukuba i-roller icinezelwe
ISAHLUKO 3: ISIQINISEKISO SOKUGQIBELA NOKUGCINWA
1. Isifa ngekhonkrithi kufuneka sigcinwe kwindawo eyomileyo necocekileyo kwaye iphawulwe ngenkcazo.
I-2. Ukufa kwesampuri angenakusetyenziswa ixesha elide, kuyacetyiswa ukuba iwele umphezulu ngomaleko weoyile ye-anti-rust.
3. Ukuba umngxunya wokufa we-fele ivalwe ngumbandela, nceda usebenzise indlela yokuntywila kweoyile okanye ukupheka ukuthambisa izinto, kwaye emva koko uphinde uphinde uphinde uphinde uphinde uphinde uphinde uphinde uphinde uphinde uphinde uphinde uphinde uphinde uphinde uphinde uphinde uphinde uphinde uphinde uphinde uphinde uphinde uphinde uphinde uphinde uphinde uphinde uphinde uphinde uphinde uphinde uphinde ube nomphunga.
4. Xa i-far igcinwe ngaphezulu kweenyanga ezi-6, ioyile ngaphakathi kufuneka izaliswe.
I-5. Emva kokuba i-Firing isetyenziselwe ixesha elithile, jonga rhoqo ukuba i-protricus yendawo ephakathi komphezulu wensimbi, njengoko iboniswe ukuba i-SEF HOOD TOOR TORT i-2 mm ngaphezulu kwe-2 mm ngaphezulu kwe I-overpravel groove, kwaye kusekho isibonelelo sokuhlengahlengiswa se-eccentric saff emva kokulungiswa.